 简体中文
简体中文 English
English عربى
عربى
خط إنتاج PE ACP: الكفاءة والمكونات والإعداد
ذات كفاءة عالية خط إنتاج PE ACP هي العمود الفقري لتصنيع ألواح الألمنيوم المركبة المتينة، حيث تدمج عمليات البثق والتصفيح والتبريد الدقيقة لضمان السلامة الهيكلية. العامل الأساسي المحدد للنجاح في إعداد التصنيع هذا هو مزامنة التحكم في درجة الحرارة عبر الطاردات وإدارة التوتر أثناء مرحلة الترابط. يجب أن تحقق الخطوط الحديثة سرعة إنتاج تبلغ 8-12 متر في الدقيقة مع الحفاظ على قوة قشر أكبر من 7 ن/مم لتلبية معايير البناء الدولية. إن الاستثمار في أنظمة قياس السُمك الآلي واكتشاف العيوب في الوقت الفعلي يقلل بشكل كبير من هدر المواد ويضمن جودة اللوحة المتسقة.
محتوى
المكونات الأساسية لنظام البثق
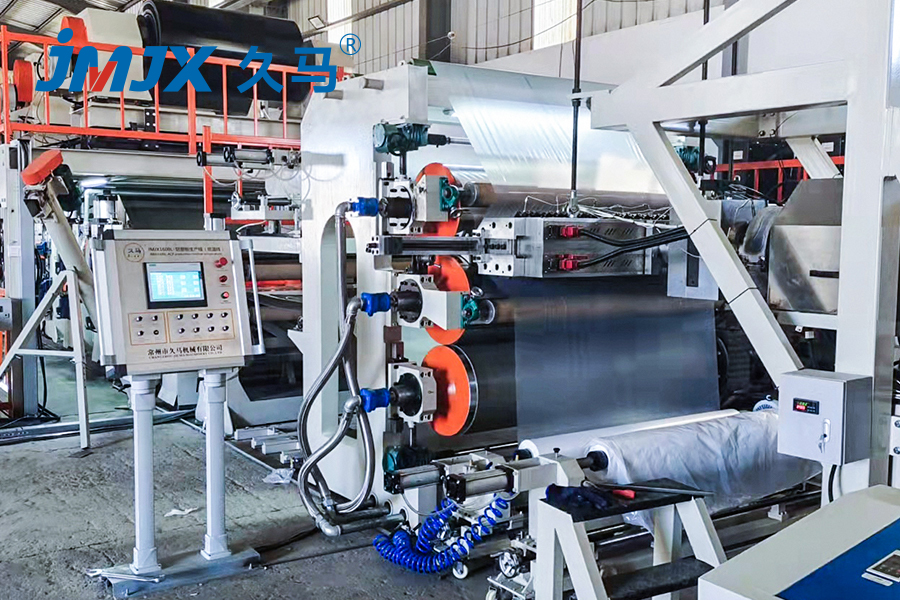
قلب أي خط إنتاج PE ACP هو نظام البثق، الذي يقوم بإذابة وتجانس المادة الأساسية من البولي إيثيلين. تملي هذه المرحلة توحيد وكثافة اللوحة النهائية.
الطارد المزدوج اللولب
تستخدم معظم الخطوط الحديثة أجهزة بثق مخروطية مزدوجة اللولب لقدراتها الفائقة على الخلط. تضمن هذه الآلات أن يتم مزج راتينج PE والحشو (مثل كربونات الكالسيوم) والمواد المضافة بشكل كامل قبل دفعها عبر القالب. يجب أن يوفر تصميم المسمار حرارة قص عالية لإذابة المادة دون تدهور سلاسل البوليمر، وعادةً ما تعمل عند درجات حرارة تتراوح بين 180 درجة مئوية و 220 درجة مئوية .
يموت دقة الرأس
يقوم رأس القالب بتشكيل PE المنصهر في لوح مسطح والذي سيصبح قلب ACP. يضمن القالب المصمم جيدًا سمكًا موحدًا عبر عرض اللوحة بالكامل، مما يمنع ترقق الحواف أو انتفاخ المركز. تسمح قوالب الشفة القابلة للتعديل للمشغلين بضبط معدل التدفق، واستيعاب عروض اللوحة المختلفة التي تتراوح من 1000 ملم إلى 1600 ملم دون تغيير الأجهزة.
تكنولوجيا التصفيح والربط
بمجرد أن يتم بثق القلب، يجب ربطه بجلود الألومنيوم. تتطلب هذه العملية تحكمًا حراريًا وميكانيكيًا دقيقًا لضمان رابطة دائمة خالية من الفراغات.
تطبيق فيلم لاصق
تستخدم خطوط إنتاج PE ACP عالية الجودة طبقات لاصقة مشتركة البثق أو أفلام لاصقة منفصلة (عادةً ما تكون PE أو EVA معدلة) لربط لفائف الألمنيوم بالقلب. يجب تطبيق المادة اللاصقة بالتساوي لمنع التصفيح. درجة حرارة لفات الترقق أمر بالغ الأهمية، وعادة ما يتم الحفاظ عليها 230 درجة مئوية - 240 درجة مئوية لتفعيل المادة اللاصقة دون ذوبان طلاء الألمنيوم.
تكوين لفة الضغط
تطبق بكرات الضغط المطلية بالسيليكون قوة موحدة على اللوحة أثناء مرورها عبر جهاز التغليف. يجب أن يكون الضغط قابلاً للتعديل ليناسب سُمك اللوحة المختلفة (عادةً 3 مم، 4 مم، أو 6 مم). يؤدي الضغط غير الكافي إلى ضعف الالتصاق، في حين أن الضغط الزائد يمكن أن يتسبب في ترقق القلب بشكل غير متساو. يتراوح إعداد الضغط النموذجي من 0.4 إلى 0.6 ميجا باسكال .
آليات التبريد والقطع
بعد التصفيح، يجب تبريد اللوحة الساخنة بسرعة ولكن بشكل موحد لضبط شكلها ومنع تزييفها. يقوم نظام القطع بعد ذلك بتحجيم الألواح بأطوال محددة.
تبريد متعدد المراحل
يتضمن التبريد الفعال سلسلة من البكرات المبردة بالماء وسكاكين الهواء. يجب خفض درجة حرارة اللوحة من أكثر من 200 درجة مئوية إلى أقل 40 درجة مئوية قبل أن تصل إلى محطة القطع. يساعد التبريد السريع على بلورة قلب PE، مما يعزز صلابته. ومع ذلك، فإن التبريد بسرعة كبيرة يمكن أن يؤدي إلى ضغوط داخلية، مما يؤدي إلى انحناء اللوحة. منحنى التبريد المتوازن ضروري للتسطيح.
القطع الدقيق والتراص
تتضمن المرحلة النهائية قطع اللوحة المتصلة إلى أطوال قياسية (على سبيل المثال، 2440 مم، 3000 مم، أو 5000 مم). يتم استخدام المناشير الطائرة أو المقصات الهيدروليكية لقطع اللوحة أثناء حركتها، مما يضمن حواف مربعة ونظيفة دون إيقاف الخط. تقوم أنظمة التكديس الآلية بعد ذلك بتنظيم الألواح للتغليف، مما يقلل من تكاليف العمالة ويقلل من الخدوش السطحية.
المواصفات الفنية ومقاييس الإخراج
يساعد فهم مؤشرات الأداء الرئيسية لخط إنتاج PE ACP في اختيار المعدات المناسبة لأهداف التصنيع الخاصة بك.
| المعلمة | النطاق القياسي | التأثير على الجودة |
|---|---|---|
| سرعة الخط | 8 - 12 م/دقيقة | تتطلب السرعات الأعلى تحكمًا دقيقًا في درجة الحرارة للحفاظ على قوة الرابطة |
| عرض اللوحة | 1000 - 1600 ملم | تحتاج الألواح الأوسع إلى بثق أكبر وتبريد أكثر قوة |
| سمك اللوحة | 2 - 10 ملم | قابل للتعديل عن طريق ضبط الفجوة بين لفات الترقق |
| قوة التقشير | > 7 نيوتن/مم | أمر بالغ الأهمية لقوة التحمل ومقاومة التصفيح |
وينبغي للمصنعين أيضا النظر في استهلاك الطاقة. يمكن للخطوط الحديثة المزودة بمحركات مؤازرة ومناطق تسخين فعالة أن تقلل من استخدام الطاقة بنسبة تصل إلى 20% مقارنة بالنماذج القديمة، مما يخفض تكاليف التشغيل بشكل كبير.
أفضل ممارسات الصيانة والتشغيل
لضمان طول العمر والإنتاج المتسق، فإن الصيانة الدورية لخط إنتاج PE ACP غير قابلة للتفاوض.
- التنظيف المنتظم للقالب: يمكن أن يؤدي تراكم الكربون على شفاه القالب إلى ظهور خطوط التدفق وعيوب السطح. قم بتنظيف القالب كل 24-48 ساعة باستخدام الأدوات النحاسية لتجنب خدش المعدن.
- فحص الأسطوانة: تحقق من بكرات السيليكون للتأكد من عدم وجود جروح أو حروق أو بقع مسطحة. تخلق الأسطوانات التالفة ضغطًا غير متساوٍ، مما يؤدي إلى فشل الترابط. استبدلها فورًا في حالة اكتشاف العيوب.
- جدول التشحيم: اتبع جدول التشحيم الخاص بالشركة المصنعة لجميع الأجزاء المتحركة، بما في ذلك التروس والمحامل والسلاسل. استخدم شحمًا عالي الحرارة للمكونات القريبة من الطارد وجهاز التغليف.
- معايرة درجة الحرارة: معايرة المزدوجات الحرارية ووحدات التحكم PID بانتظام. يمكن أن تؤدي قراءات درجة الحرارة غير الدقيقة إلى ضعف ذوبان أو تدهور قلب PE، مما يؤثر على جودة اللوحة.

المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
