 简体中文
简体中文 English
English عربى
عربى
دليل خط إنتاج PE ACP: العملية والآلات والكفاءة
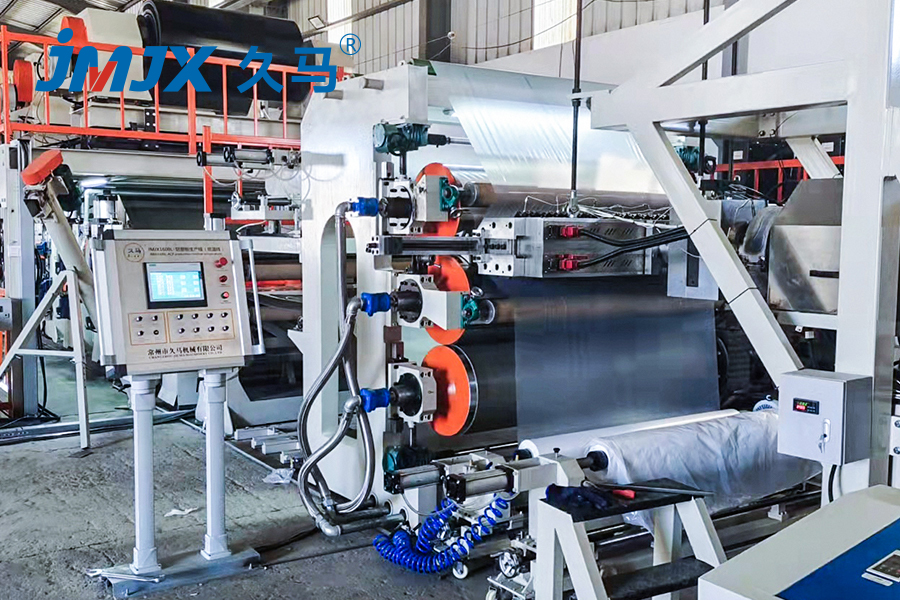
أ خط إنتاج PE ACP هو نظام صناعي متطور مصمم للتصنيع المستمر لألواح الألومنيوم المركبة (ACP) ذات قلب من البولي إيثيلين. تدمج هذه العملية الآلية بين الفك ومعالجة الأسطح والطلاء والتصفيح والتبريد والقطع في عملية سلسة، مما يضمن الاتساق العالي والسلامة الهيكلية. بالنسبة للمصنعين، يعد الاستثمار في خط إنتاج حديث أمرًا ضروريًا لتلبية الطلب المتزايد على مواد الكسوة خفيفة الوزن والمتينة والمتعددة الاستخدامات من الناحية الجمالية المستخدمة في البناء واللافتات. تؤثر كفاءة هذا الخط بشكل مباشر على جودة المنتج، وسرعة الإنتاج، والربحية الإجمالية.
تكمن الميزة الأساسية لخط إنتاج PE ACP المستمر في قدرته على إنتاج الألواح بسرعات عالية، تتراوح عادة من 10 إلى 30 مترا في الدقيقة ، اعتمادًا على التكوين وسمك اللوحة. من خلال استخدام التحكم الدقيق في درجة الحرارة وأنظمة إدارة التوتر، تضمن هذه الخطوط التصاقًا قويًا بين جلود الألومنيوم وقلب PE، مما يمنع التصفيح ويضمن المتانة على المدى الطويل. يتيح فهم الفروق الفنية الدقيقة لكل مرحلة في عملية الإنتاج للمشغلين تحسين الأداء وتقليل النفايات.
محتوى
المكونات الأساسية لخط الإنتاج
أ standard PE ACP production line consists of several critical modules, each performing a specific function to transform raw materials into finished panels. The synchronization of these components is vital for maintaining product quality.
الفك والمعالجة السطحية
تبدأ العملية بتفكيك لفائف الألمنيوم، عادة سبائك 3003 أو 1100، بسماكة تتراوح من 0.12 ملم إلى 0.50 ملم. قبل الطلاء، تخضع أسطح الألومنيوم للتنظيف الكيميائي وطلاء تحويل الكرومات لتعزيز التصاق الطلاء ومقاومة التآكل. تعتبر هذه الخطوة حاسمة لضمان أن اللوحة النهائية تتحمل التعرض البيئي دون تقشير أو أكسدة.
الطلاء والتصفيح
بمجرد معالجتها، تمر صفائح الألمنيوم عبر بكرات طلاء دقيقة حيث يتم تطبيق الدهانات التمهيدية والمعطف الخفيف (PVDF أو PE). تدخل الصفائح المطلية بعد ذلك إلى قسم التصفيح، حيث يتم ربطها بمادة PE الأساسية. غالبًا ما يكون القلب مصنوعًا من البولي إيثيلين منخفض الكثافة (LDPE) الممزوج بحشوات معدنية، ويتم بثقه أو تغذيته كصفائح مسبقة الصنع. تقوم الأسطوانات المسخنة ذات الضغط العالي بدمج الطبقات معًا، مما يخلق بنية مركبة صلبة. يعد التحكم في درجة الحرارة في هذه المنطقة أمرًا بالغ الأهمية، ويتم الحفاظ عليه عادةً بين 200 درجة مئوية و 250 درجة مئوية لضمان الذوبان والترابط المناسب دون تدهور المواد.
| المعلمة | النطاق القياسي | التأثير على الجودة |
|---|---|---|
| درجة حرارة التصفيح | 200-250 درجة مئوية | أdhesion strength, core integrity |
| سرعة الخط | 10-30 م/دقيقة | حجم الإنتاج، وقت المعالجة |
| التحكم في التوتر | ± 5% تباين | تسطيح اللوحة ومحاذاة الطبقة |
مراقبة الجودة ومعايير الاختبار
يتطلب الحفاظ على الجودة المتسقة في خط إنتاج PE ACP اختبارات ومراقبة صارمة. يمكن أن تؤدي الانحرافات في سمك المادة أو وزن الطلاء أو قوة الترابط إلى فشل المنتج واستياء العملاء. يساعد تطبيق أنظمة الفحص الآلي على اكتشاف العيوب في الوقت الفعلي، مما يسمح بإجراء تعديلات فورية.
قوة التقشير والالتصاق
تعد قوة التقشير المقياس الأكثر أهمية لجودة ACP، حيث تقيس القوة المطلوبة لفصل غلاف الألومنيوم عن قلب PE. تحدد المعايير الدولية، مثل ASTM D1781، الحد الأدنى من قيم قوة التقشير، والتي تكون عادةً حولها 7 ن/مم للوحات القياسية. ويضمن أخذ العينات والاختبارات المنتظمة بقاء عملية التصفيح ضمن الحدود المحددة. تشير قوة التقشير المنخفضة إلى عدم كفاية الحرارة أو الضغط أثناء التصفيح، أو سوء إعداد السطح.
الانتهاء من السطح والتسطيح
يعد المظهر المرئي لـ ACP أمرًا بالغ الأهمية للتطبيقات المعمارية. يجب أن يضمن خط الإنتاج سطحًا أملسًا وخاليًا من العيوب وخاليًا من الخدوش أو الفقاعات أو بقع الزيت. يمكن لأجهزة كشف التسطيح بالليزر مراقبة تشوه اللوحة، مما يضمن أن المنتج النهائي يلبي مستويات التسامح الصارمة. تعتبر معدلات التبريد المناسبة بعد التصفيح ضرورية لمنع التشوه الحراري، الذي يمكن أن يسبب أسطحًا غير مستوية أو تجعيد الحواف.
تحسين الكفاءة والصيانة
يتضمن تعظيم كفاءة خط إنتاج PE ACP الصيانة الدورية وتدريب المشغلين وتحسين العملية. يمكن أن يؤثر التوقف عن العمل بسبب الأعطال الميكانيكية أو انحشار المواد بشكل كبير على الإنتاجية والربحية.
- الصيانة الروتينية: قم بتنظيف بكرات الطلاء بانتظام، وفحص عناصر التسخين، وتشحيم الأجزاء المتحركة لمنع التآكل. استبدل المحامل والأختام البالية على الفور لتجنب الأعطال غير المتوقعة.
- إدارة التوتر: قم بمعايرة وحدات التحكم في التوتر بشكل متكرر لضمان التعامل مع الويب بشكل متسق. يمكن أن يؤدي الشد غير الصحيح إلى ظهور التجاعيد أو عدم المحاذاة أو كسر ملفات الألومنيوم.
- كفاءة الطاقة: تحسين مناطق التدفئة لتقليل استهلاك الطاقة. يمكن أن يؤدي استخدام الأفران المعزولة واستعادة الحرارة المهدرة إلى خفض تكاليف التشغيل وتحسين الاستدامة.
- تدريب المشغلين: تأكد من تدريب الموظفين على استكشاف المشكلات الشائعة وإصلاحها، مثل عيوب الطلاء أو أخطاء التصفيح. يمكن للمشغلين المهرة تحديد المشكلات وحلها بسرعة، مما يقلل من الهدر ووقت التوقف عن العمل.
ومن خلال الالتزام بأفضل الممارسات هذه، يمكن للمصنعين تحقيق مخرجات عالية الجودة، وخفض تكاليف الإنتاج، والحفاظ على ميزة تنافسية في سوق ACP العالمي.

المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
