 简体中文
简体中文 English
English عربى
عربى
إنشاء خط إنتاج لوحة مركب من الألومنيوم PE: دليل شامل
مقدمة لإنتاج لوحة الألمنيوم المركب (ACP)
1.1. نظرة عامة موجزة على PE ACP وتطبيقاتها
الألواح المركبة من البولي إيثيلين (PE) (ACPS) هي مواد متعددة الاستخدامات تستخدم في المقام الأول في البناء ، لافتات ، والتصميم الداخلي. تتكون هذه الألواح من طبقتين رفيعين من الألومنيوم المحيط بطبيعة مصنوعة من البولي إيثيلين. تقدم PE ACPs مزيجًا مثاليًا من المتانة والطبيعة الخفيفة الوزن والجاذبية الجمالية ، مما يجعلها خيارًا جذابًا لمجموعة واسعة من التطبيقات ، من واجهات البناء إلى الديكور الداخلي وحتى تغليف المركبات.
السببان الرئيسيان للاستخدام الواسع النطاق لـ PE ACPs هما خصائصها الميكانيكية المتفوقة ومقاومة الطقس الممتازة. يمكن لهذه المواد تحمل البيئات القاسية ، والحفاظ على سلامتها بمرور الوقت ، وتوفر نظرة أنيقة وحديثة للمباني والهياكل. بالإضافة إلى ذلك ، تساهم سهولة الصيانة وعمرها الطويل في شعبيتها.
1.2. أهمية خط إنتاج جيد التنظيم
يعد خط الإنتاج المنظم والبسيط جيدًا لضمان الجودة المتسقة والكفاءة وفعالية التكلفة لتصنيع PE ACP. تتضمن العملية مراحل مختلفة ، من إعداد المواد الخام إلى فحص المنتج النهائي ، وتتطلب تكاملًا دقيقًا للآلات والتكنولوجيا والخبرة البشرية. يقلل خط الإنتاج المحسن من النفايات ، ويقلل من وقت التوقف ، ويعزز جودة الإنتاج ، وهو أمر بالغ الأهمية في سوق ACP شديدة التنافس.
1.3. اتجاهات الطلب ونمو في السوق ل PE ACP
يعاني السوق العالمي لـ PE ACPS من نمو قوي بسبب ازدهار قطاعات البناء والبنية التحتية ، بالإضافة إلى زيادة الطلب على مواد البناء الموفرة للطاقة والبيئة. مع التحضر السريع ، وخاصة في الاقتصادات الناشئة ، أصبح ACPs PE خيارًا متوقعًا لبناء الخارجيات ، وخاصة في ناطحات السحاب والمباني التجارية. علاوة على ذلك ، من المتوقع أن يدفع الاتجاهات المستمرة نحو البناء المستدام واستخدام المواد القابلة لإعادة التدوير نمو إنتاج PE ACP في السنوات القادمة.
فهم تكوين PE ACP وخصائصه
2.1. انهيار مفصل لطبقات الجلد PE و Aluminium
يتكون ACPs PE من ثلاثة مكونات أولية: Core Core وطبقتان من الألومنيوم. توفر الطبقات الخارجية للألمنيوم القوة والمتانة ، بينما يوفر قلب البولي إيثيلين المرونة وعزل الصوت. عادة ما يتم تكوين تكوين BE من مجموعة من البولي إيثيلين منخفض الكثافة (LDPE) والمضافات المتجهة للهب ، مما يضمن كل من السلامة الهيكلية ومقاومة الحريق. عادةً ما يتم طلاء جلد الألومنيوم بفيلم وقائي لحماية ضد الخدوش والأكسدة أثناء عملية التصنيع.
2.2. الخصائص الرئيسية: المرونة ، المتانة ، ومقاومة الطقس
واحدة من أكثر الخصائص جاذبية من PE ACPs هي مرونتها ، والتي تسمح لهم بتلفيقها في مجموعة متنوعة من الأشكال والأحجام. هذه المرونة مهمة للاستخدام في واجهات البناء واللافتات وتطبيقات التصميم المخصصة. بالإضافة إلى ذلك ، تضمن متانة PE ACPs أن تتمكن من تحمل الظروف الجوية القاسية ، بما في ذلك الأشعة فوق البنفسجية والرياح والأمطار ، دون أن يفقدوا جاذبيتها الجمالية. تحمي طبقات الألومنيوم من التآكل ، بينما يوفر Core PE العزل ، مما يجعل هذه اللوحات اختيارًا موثوقًا وفعالًا للطاقة للبناء.
2.3. مزايا وقيود PE ACP مقارنة بالمواد الأخرى
تقدم PE ACPs العديد من المزايا على مواد البناء التقليدية مثل الخرسانة والطوب والخشب. إنها أخف وزنا ، مما يجعلها أسهل وأكثر فعالية من حيث التكلفة للنقل والتثبيت. كما أنها توفر عزلًا حراريًا متفوقًا ، مما يساعد على الحفاظ على كفاءة الطاقة في المباني. ومع ذلك ، فإن أحد قيود PE ACPs هو مقاومة الحرائق المنخفضة نسبيًا مقارنة بالإصدارات المقاومة للحريق ، مثل ACPs الأساسية المعدنية. يمكن أن يحد هذا من استخدامها في المناطق عالية الخطورة ما لم يتم تطبيق الطلاء أو العلاجات المحددة لتحسين السلامة من الحرائق.
الآلات والمعدات الأساسية
3.1. Disoiler: الوظيفة والمواصفات
Decoiler هو أول قطعة من الآلات في خط إنتاج PE ACP. وظيفتها هي استرخاء وتغذية ملفات الألومنيوم في عملية الإنتاج. عادةً ما يتم تجهيز أجهزة فك التشفير بأنظمة التحكم في التوتر لضمان سرعات التغذية المتسقة وتجنب التجاعيد أو الأضرار التي لحقت بالملفات. تعتمد مواصفات Disoiler على عرض وسمك لفائف الألمنيوم المستخدمة.
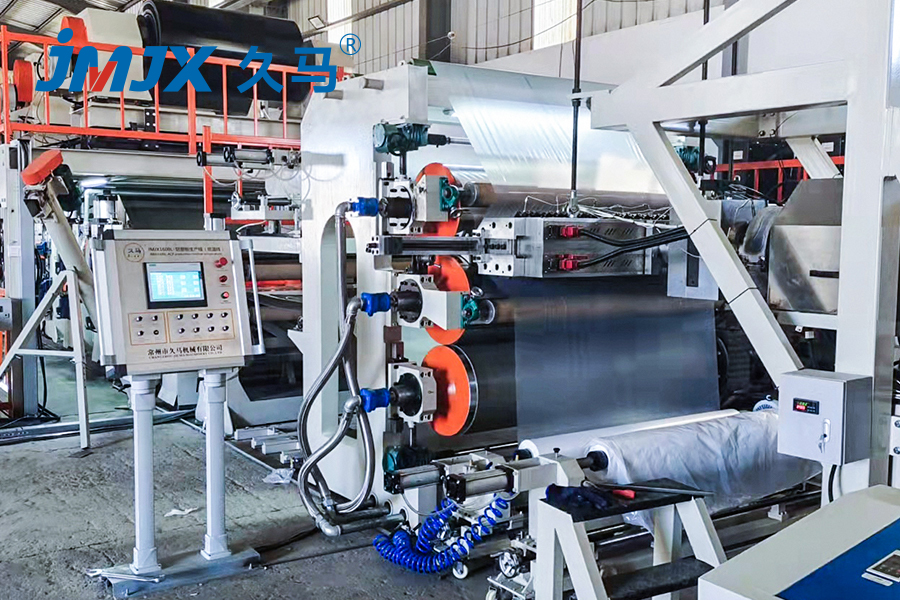
3.2. آلة التصفيح: أنواع وميزات ACP
آلة التصفيح مسؤولة عن ربط صفائح الألومنيوم إلى قلب PE. هناك نوعان رئيسيان من آلات التصفيح المستخدمة في إنتاج PE ACP: لفة إلى رول وآلات التصفيح المستمرة. يعتمد اختيار الآلة على حجم الإنتاج والسماكة المطلوبة للألواح. تم تجهيز آلات التصفيح المتقدمة بأنظمة التحكم في درجة الحرارة والضغط العالية لضمان الالتصاق المثالي بين طبقات الألومنيوم ونواة البولي إيثيلين.
3.3. آلة البثق: تفاصيل عن بثق قلب PE
تلعب آلة البثق دورًا مهمًا في تشكيل قلب PE لـ ACP. يتم ذوبان راتنج البولي إيثيلين ويتم بثقه في ورقة مستمرة ، ثم يتم قطعها إلى السمك المطلوب. تتم معايرة آلات البثق بعناية للتحكم في كثافة وسمك قلب PE ، مما يضمن أن تلبي الألواح المواصفات المطلوبة للقوة والمرونة والعزل الحراري.
3.4. نظام التبريد: الأهمية في عملية التصفيح
بمجرد أن يتم بثق قلب PE ، يجب تبريده قبل الانتقال إلى مرحلة التصفيح. يعد نظام التبريد أمرًا حيويًا لتوحيد المادة ، مما يضمن أنه يحتفظ بأشكاله وأبعاده. عادة ما تستخدم أنظمة تبريد الهواء أو الماء لتحقيق التبريد السريع ، أو منع أي تشوهات أو تزييف في المنتج النهائي.
3.5. آلات القطع والأخدود: الدقة والأتمتة
تضمن آلات القطع والأخدود أن يتم تقليم ACPs PE إلى أبعاد دقيقة وتتميز بأخاديد دقيقة للتثبيت. تم تجهيز هذه الآلات بعناصر تحكم تلقائية وشفرات عالية الدقة ، مما يتيح قطعًا فعالًا ودقيقًا للألواح الكبيرة في أقسام أصغر ، وكذلك إنشاء الأخاديد أو الثقوب المطلوبة لتطبيقات محددة.
3.6. معدات مراقبة الجودة: ضمان المعايير والاتساق
الحفاظ على الجودة المتسقة أمر حيوي في إنتاج ACPs PE. يتم استخدام مجموعة متنوعة من معدات مراقبة الجودة في جميع أنحاء عملية التصنيع ، بما في ذلك أنظمة الفحص البصري الآلي ، وأدوات قياس السمك ، ومختبرات الالتصاق. تساعد هذه الأجهزة في اكتشاف العيوب ، مثل فقاعات الهواء أو التناقضات في سمك الطلاء ، مما يضمن أن لوحات عالية الجودة فقط تصل إلى السوق.
عملية إنتاج خطوة بخطوة
4.1. إعداد ملف الألومنيوم: التنظيف والمعالجة المسبقة
قبل البدء في عملية التصفيح ، يجب تنظيف ملفات الألومنيوم بدقة لإزالة أي ملوثات مثل الزيوت أو الغبار أو الأكسدة. يتم ذلك عادةً باستخدام طرق التنظيف الكيميائية أو الميكانيكية ، تليها عملية ما قبل العلاج لضمان التصاق المناسب أثناء التصفيح.
4.2. PE Core Prouge: إعداد المعلمات للسمك والكثافة
يتم تغذية راتنج البولي إيثيلين في آلة بثق ، حيث يتم تسخينها ، ذوبان ، وقم ببثق في ورقة. يتم التحكم بعناية معلمات مثل درجة الحرارة والضغط وسرعة البثق لتحقيق السماكة والكثافة الصحيحة في قلب PE. تعتبر عملية البثق أمرًا بالغ الأهمية لضمان أن يستوفي النواة خصائص القوة والعزل المطلوبة.
4.3. عملية التصفيح: ترابط طبقات الألومنيوم إلى قلب PE
بمجرد تحضير قلب PE ، يتم تغذيةه في آلة التصفيح ، حيث يتم ربطها بطبقات الألومنيوم. تتضمن عملية التصفيح ضغطًا ودرجة حرارة عالية لضمان وجود رابطة قوية بين المواد. هذه المرحلة أمر حيوي لضمان أن المنتج النهائي لديه القوة والمتانة اللازمة.
4.4. التبريد والتصلب: ضمان الالتصاق السليم
بعد التصفيح ، يتم تمرير الألواح عبر نظام تبريد لتوحيد الرابطة بين قلب PE وألواح الألومنيوم. تعتبر عملية التبريد ضرورية لضمان أن يحتفظ المنتج النهائي بأشكله وأن الرابطة اللاصقة قوية وموحدة.
4.5. القطع والتغيير: تلبية متطلبات البعد المحددة
بمجرد أن يتم تبريد اللوحة المغلفة ، يتم تمريرها عبر آلة قطع لتلبية الحجم والشكل المطلوب. يتم قياس اللوحات بعناية لضمان تلبية مواصفات العملاء للطول والعرض والسمك.
4.6. فحص الجودة: تحديد العيوب وتصحيحها
أثناء وبعد عملية القطع ، يتم فحص كل لوحة للعيوب مثل الفقاعات أو الخدوش أو الترابط غير المتكافئ. يتم استخدام الأنظمة الآلية أو عمليات التفتيش اليدوي لتحديد وتصحيح أي مشكلات قبل انتقال المنتج إلى المرحلة التالية.
4.7. تطبيق الفيلم الواقي: منع تلف السطح
لحماية سطح الألواح أثناء النقل والتركيب ، يتم تطبيق فيلم وقائي. يمنع هذا الفيلم الخدوش وغيرها من الأضرار السطحية من حدوثها. عادة ما يتم إزالته من قبل العميل بعد التثبيت.
العوامل التي تؤثر على تكاليف خط الإنتاج
5.1. الاستثمار الأولي: الآلات والمعدات وإعداد المنشأة
يتطلب إنشاء خط إنتاج PE ACP استثمارًا أوليًا كبيرًا في الآلات ، وبناء المنشأة ، والمواد الخام. يمكن أن تمثل المعدات عالية الجودة ، مثل آلات البثق ، وآلات التصفيح ، وأنظمة التبريد ، جزءًا كبيرًا من تكاليف بدء التشغيل.
5.2. تكاليف المواد الخام: الألومنيوم ، PE ، والمواد اللاصقة
تكلفة المواد الخام هي عامل رئيسي في تحديد تكلفة الإنتاج الإجمالية. يمكن أن تتقلب الأسعار من الألومنيوم والبولي إيثيلين والمواد اللاصقة المستخدمة في عملية التصفيح اعتمادًا على ظروف السوق ، مما يؤثر بشكل مباشر على تكلفة المنتج النهائي.

5.3. النفقات التشغيلية: الطاقة والعمل والصيانة
يعد استهلاك الطاقة عاملًا رئيسيًا آخر ، حيث تتطلب عمليات البثق والصفائح الكهرباء والحرارة الكبيرة. تساهم تكاليف العمالة والصيانة والإصلاح أيضًا في التكاليف التشغيلية المستمرة لخط الإنتاج.
5.4. قابلية التوسع: توسيع القدرة الإنتاجية
قابلية التوسع لخط الإنتاج أمر بالغ الأهمية لاستيعاب الطلب المتزايد. قد تشمل تكاليف التوسع شراء الآلات الإضافية وزيادة العمالة ومساحات المنشأة الأكبر.
5.5. تحليل العائد على الاستثمار (العائد على الاستثمار)
يعد تحليل عائد الاستثمار الشامل ضروريًا لتقييم ربحية خط إنتاج ACP PE. يتضمن ذلك تقييم الاستثمار الأولي ضد الإيرادات المتوقعة والنظر في عوامل مثل كفاءة الإنتاج وتكاليف المواد الخام والطلب في السوق.
إجراءات مراقبة الجودة واختبارها
6.1. اختبار الالتصاق: ضمان قوة السندات
أحد الجوانب الأكثر أهمية لإنتاج PE ACP هو التصاق بين طبقات الألومنيوم وكتاب البولي إيثيلين. يتم اختبار قوة الرابطة من خلال طرق مختلفة مثل اختبار التقشير واختبار القص. تضمن هذه الاختبارات أن تكون الرابطة اللاصقة قوية بما يكفي لمنع إزالة التفريغ أثناء دورة حياة اللوحة. يمكن أن يؤدي الفشل في الالتصاق إلى تلف كبير في المنتج ، مما يؤدي إلى المساومة على كل من الجاذبية الجمالية والنزاهة الهيكلية.
6.2. قياس السمك: الحفاظ على أبعاد متسقة
يعد قياس السمك الدقيق ضروريًا لضمان توحيد الألواح النهائية. تُستخدم الأدوات مثل ميكرومتر وأنظمة قياس السمك الآلي لمراقبة سمك كل من طبقات الألومنيوم والكتيرة PE والتحكم فيه. يعد الاتساق في السماكة أمرًا بالغ الأهمية ليس فقط لأغراض جمالية ولكن أيضًا للأداء الميكانيكي والحراري للوحة.
6.3. فحص الانتهاء من السطح: تحديد العيوب
الانتهاء من السطح من PE ACP هو معلمة جودة مهمة أخرى. تُستخدم أنظمة التفتيش البصري الآلي لتحديد أي عيوب مثل الخدوش أو الخدوش أو الطلاء غير المتكافئ. يتم وضع علامة على أي عيوب يمكن أن تضعف الجودة البصرية للمنتج ، ويتم إزالة الألواح المعيبة من خط الإنتاج.
6.4. اختبار مقاومة الطقس: تقييم الأداء طويل الأجل
تم تصميم ACPs PE لتحمل الظروف الجوية القاسية ، لذلك فإن اختبار مقاومة الطقس أمر بالغ الأهمية. اختبارات التجوية المتسارعة ، مثل التعرض للأشعة فوق البنفسجية واختبار رش الملح ، ومحاكاة سنوات من التعرض لأشعة الشمس والمطر والرياح. تساعد هذه الاختبارات على ضمان الحفاظ على سلامتها ومظهرها مع مرور الوقت ، حتى في ظل أقسى الظروف البيئية.
6.5. اختبار مقاومة الحرائق: الامتثال لمعايير السلامة
تعد مقاومة الحرائق اعتبارًا مهمًا ، لا سيما في تطبيقات البناء. تقوم اختبارات مقاومة الحرائق بتقييم مدى مقاومة PE ACPs الاحتراق وما إذا كانت تفي بالمعايير التنظيمية. على الرغم من أن الألواح الأساسية PE ليست مقاومة للطيران بطبيعتها ، إلا أنه يمكن تطبيق العديد من الطلاء والإضافات لتحسين مقاومة الحريق ، مما يجعل الألواح مناسبة لمجموعة واسعة من التطبيقات.
تحسينات الأتمتة والكفاءة
7.1. أنظمة التغذية الآلية: تعزيز تدفق المواد
يتم استخدام أنظمة التغذية الآلية بشكل متزايد لتبسيط عملية تغذية لفائف الألومنيوم وراتنج البولي إيثيلين في خط الإنتاج. تقلل هذه الأنظمة من الخطأ البشري وتحسن تدفق المواد ، مما يضمن إنتاج الألواح بكفاءة ومتسقة. كما أنها تساعد في تقليل تكاليف العمالة وزيادة سرعات الإنتاج ، مما يسمح للمصنعين بتلبية الطلب المتزايد.
7.2. القطع والتعامل الآلي: زيادة الدقة والسرعة
أصبحت الأنظمة الآلية جزءًا أساسيًا من عملية القطع والمناولة في إنتاج PE ACP. يمكن للروبوتات أداء تخفيضات دقيقة وسريعة ، مما يزيد من السرعة والدقة. يمكنهم أيضًا التعامل مع الألواح الكبيرة بسهولة ، مما يقلل من خطر الضرر أثناء النقل وزيادة كفاءة الإنتاج الكلية. من خلال دمج الروبوتات ، يمكن للمصنعين ضمان مستوى عال من الدقة في خط الإنتاج.
7.3. المراقبة في الوقت الفعلي: تتبع معلمات الإنتاج
تتيح أنظمة المراقبة في الوقت الفعلي للمصنعين تتبع معلمات الإنتاج الهامة مثل درجة الحرارة والضغط والسرعة خلال العملية. توفر هذه الأنظمة بيانات قيمة لتحسين العملية ، وتحديد المناطق التي يمكن إجراء تحسينات عليها. من خلال تحليل بيانات الإنتاج في الوقت الفعلي ، يمكن للمصنعين معالجة المشكلات المحتملة قبل أن تؤدي إلى عيوب أو تأخير ، مما يضمن جودة المنتج المتسقة.
7.4. تحليلات البيانات: تحسين كفاءة العملية
تلعب تحليلات البيانات دورًا رئيسيًا في تحسين إنتاج PE ACP. من خلال جمع البيانات وتحليلها من مراحل مختلفة من عملية الإنتاج ، يمكن للمصنعين تحديد الاتجاهات والتنبؤ باحتياجات الصيانة وتحسين الكفاءة التشغيلية. خوارزميات الصيانة التنبؤية ، على سبيل المثال ، يمكن أن تساعد في منع انهيار الماكينة من خلال تحليل بيانات أداء المعدات والتنبؤ عند الحاجة إلى الصيانة ، مما يقلل من وقت التوقف عن العمل غير المخطط له.
المشاكل والحلول الشائعة
8.1. قضايا التلاشي: الأسباب والوقاية
تعتبر Delamination واحدة من أكثر المشاكل شيوعًا في إنتاج PE ACP. يحدث ذلك عندما تفشل الرابطة بين طبقات الألومنيوم ونواة PE ، مما يؤدي إلى الفصل. يمكن أن يكون ذلك بسبب ضعف التصاق أو درجة حرارة أو ضغط غير لائق أثناء التصفيح أو التلوث على أسطح المواد. لمنع التخلص ، من الضروري ضمان إعداد السطح السليم ، والتحكم في معلمات التصفيح ، واستخدام المواد اللاصقة عالية الجودة.
8.2. العيوب السطحية: التعريف والتدابير التصحيحية
يمكن أن تؤثر العيوب السطحية مثل الخدوش والخدوش وتغير اللون سلبًا على النداء الجمالي لـ PE ACPs. يمكن أن تحدث هذه العيوب أثناء المناولة أو الآلات أو أثناء عملية الطلاء. تحديد السبب الجذري للعيوب السطحية - سواء كان ذلك غير كافٍ لتطبيق فيلم وقائي أو تخزين غير لائق أو مشكلات مع نظام الطلاء - يمكن أن يساعد الشركات المصنعة على تصحيح المشكلة. يعد الفحص المنتظم أثناء عملية الإنتاج وفحص جودة ما بعد الإنتاج ضرورية لتحديد هذه المشكلات في وقت مبكر.
8.3. عدم دقة الأبعاد: استكشاف الأخطاء وإصلاحها والحلول
يمكن أن تنشأ عدم دقة الأبعاد في ACPs PE من الأخطاء في القطع أو البثق أو التبريد. يمكن أن تؤدي الاختلافات في السماكة والطول والعرض إلى عيوب المنتج التي تؤثر على الأداء والتركيب. لمعالجة ذلك ، يتم استخدام أنظمة القطع والقياس الآلية لضمان تلبية اللوحات الأبعاد المحددة. بالإضافة إلى ذلك ، يمكن أن يساعد تحسين عملية التبريد وإعداد معلمات بثق أكثر إحكاما في تقليل عدم دقة الأبعاد.
8.4. طلاء غير متساو: تعديلات لضمان تطبيق موحد
الطلاء غير المتكافئ هو قضية شائعة أخرى ، وخاصة في مرحلة التصفيح. يمكن أن يؤدي إلى خطوط أو بقع قبيحة تؤثر على مظهر اللوحة. تتضمن أسباب الطلاء غير المتكافئ تطبيقًا لاصقًا غير مناسب ، أو تباين في سرعة خط الإنتاج ، أو الضغط غير المتسق أثناء عملية التصفيح. يتطلب ضمان الطلاء الموحد معلمات صياغة دقة ، والصيانة المناسبة لمعدات الطلاء ، وضمان أن تظل بيئة الإنتاج خالية من الملوثات.
تدابير السلامة واللوائح
9.1. معايير سلامة المعدات: متطلبات الامتثال
ضمان أن الآلات تتوافق مع معايير السلامة أمر بالغ الأهمية في إنتاج PE ACP. يجب على الشركات المصنعة الالتزام بأنظمة السلامة الدولية مثل تلك التي حددتها OSHA (إدارة السلامة والصحة المهنية) وتوجيه آلات الاتحاد الأوروبي. يجب فحص المعدات مثل آلات التصفيح وآلات البثق وأنظمة القطع بانتظام وصيانتها لمنع الحوادث. يجب أن تكون ميزات السلامة مثل أزرار توقف الطوارئ وحراس الحماية وأجهزة استشعار السلامة في مكانها لتقليل خطر الإصابة.
9.2. بروتوكولات سلامة العمال: التدريب ومعدات الحماية
سلامة العمال هي أولوية قصوى في أي بيئة تصنيع. يجب أن يخضع المشغلون تدريبًا صارمًا على التشغيل الآمن للآلات والتعرف على المخاطر وبروتوكولات الطوارئ. يجب توفير المعدات الواقية مثل القفازات ، ونظارات السلامة ، وحماية الأذن لتقليل خطر الإصابة من الحطام الطائر أو الآلات الصاخبة أو التعرض لدرجات الحرارة المرتفعة.
9.3. اللوائح البيئية: إدارة النفايات والتحكم في الانبعاثات
يمكن أن يؤدي إنتاج PE ACP إلى توليد مواد النفايات ، بما في ذلك قصاصات من الألومنيوم والبولي إيثيلين والمواد الكيميائية. يجب على الشركات المصنعة الامتثال للوائح البيئية التي تحكم إدارة النفايات والانبعاثات. ويشمل ذلك إعادة تدوير خردة الألومنيوم ، والتخلص السليم من المواد الكيميائية الخطرة ، وأنظمة تنفيذ للسيطرة على الانبعاثات من عمليات الإنتاج. يعتمد العديد من الشركات المصنعة ممارسات خضراء ، مثل استخدام الطلاء الصديقة للبيئة وتقليل استهلاك الطاقة.
9.4. تدابير السلامة من الحرائق: أنظمة الوقاية والقمع
تعتبر السلامة من الحرائق مصدر قلق حاسم في إنتاج ACP PE ، خاصة وأن المواد المستخدمة في الألواح يمكن أن تكون قابلة للاشتعال في ظل ظروف معينة. يجب وضع أنظمة الوقاية من الحرائق ، مثل كاشفات الدخان ، ورشاشات قمع الحرائق ، وطفايات الحريق ، بشكل استراتيجي في جميع أنحاء المنشأة. بالإضافة إلى ذلك ، يجب تدريب العمال على بروتوكولات السلامة من الحرائق لمنع ومخاطر الحرائق المحتملة والاستجابة لها.
المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
