 简体中文
简体中文 English
English عربى
عربى
خط إنتاج التصفيح: دليل الكفاءة والأنواع والصيانة
ذات كفاءة عالية خط إنتاج الترقق يدمج التحكم الدقيق في التوتر، والإدارة الحرارية المتسقة، وفحص الجودة الآلي لضمان مواد مركبة متينة وخالية من العيوب . سواء كنت تنتج عبوات واقية، أو أسطح زخرفية، أو مركبات صناعية، فإن موثوقية عملية التصفيح تؤثر بشكل مباشر على قوة المنتج، والجاذبية الجمالية، وإنتاجية التصنيع. الخطوط الحديثة تحقق سرعات تفوق 100 متر في الدقيقة مع الحفاظ على سلامة السندات ضمن التحمل على مستوى الميكرومتر.
محتوى
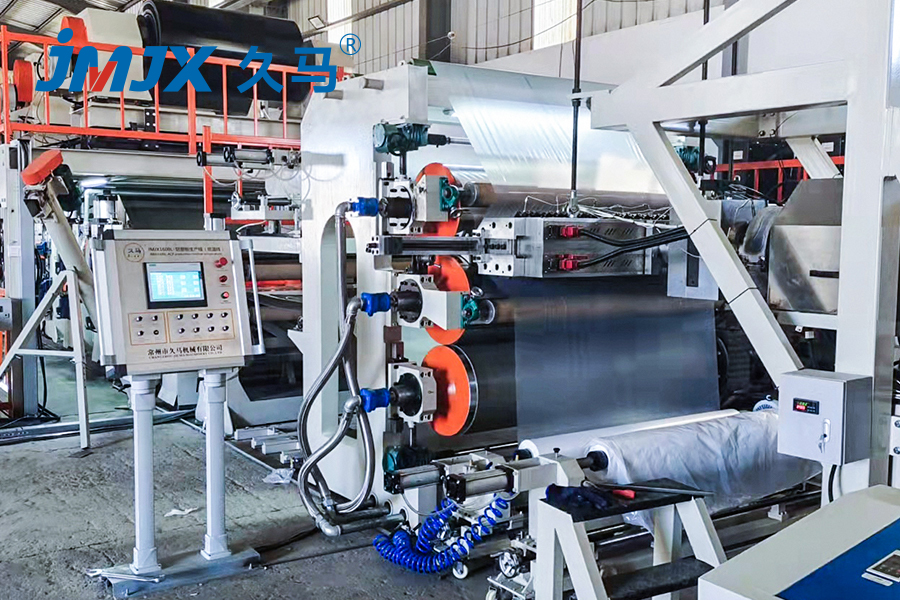
المكونات الأساسية والميكانيكا التشغيلية
إن خط إنتاج التصفيح ليس آلة واحدة بل هو نظام متزامن من الوحدات. يلعب كل مكون دورًا حاسمًا في تحويل الطبقات المنفصلة إلى مادة موحدة عالية الأداء.
وحدات التحكم بالاسترخاء والتوتر
تبدأ العملية بحوامل تفكيك تحتوي على لفات كبيرة من مواد الركيزة مثل الورق أو الفيلم أو الرقائق أو القماش. يعد التحكم الدقيق في التوتر أمرًا حيويًا هنا؛ يؤدي التوتر غير المتناسق إلى التجاعيد أو عدم المحاذاة أو فواصل الويب. استخدام الأنظمة الحديثة بكرات الرقص أو خلايا التحميل لمراقبة التوتر في الوقت الحقيقي، وضبط عزم دوران الفرامل تلقائيًا للحفاظ على الثبات مع انخفاض أقطار اللفة أثناء التشغيل.
أنظمة تطبيق المواد اللاصقة
اعتمادًا على مجموعة المواد، يتم تطبيق المادة اللاصقة عبر طلاء القالب، أو بكرات الحفر، أو فوهات الرش. يوفر الطلاء ذو الفتحات تجانسًا فائقًا للأغشية الرقيقة، في حين تُفضل بكرات الحفر للركائز المركبة. غالبًا ما يتم التحكم في سمك الطبقة اللاصقة من الداخل ± 2 ميكرون يحدد قوة الرابطة ووضوحها. يمكن أن تسبب المادة اللاصقة المفرطة مشاكل في النزف والمعالجة، بينما تؤدي التغطية غير الكافية إلى التصفيح.
مناطق التصفيح والتدفئة
قلب الخط هو نقطة التصفيح، حيث تقوم الأسطوانات الساخنة بضغط الركائز معًا. يتم تقسيم ملفات درجة الحرارة بعناية عبر مناطق متعددة لتنشيط المواد اللاصقة تدريجيًا، مما يمنع الصدمة الحرارية أو الفقاعات. بالنسبة لتطبيقات الذوبان الساخن، قد تتراوح درجات حرارة الأسطوانة من 120 درجة مئوية إلى 180 درجة مئوية ، في حين أن المواد اللاصقة القائمة على المذيبات تتطلب حرارة أقل للتبخر. يتم ضبط إعدادات الضغط بناءً على سمك المادة وقابليتها للانضغاط.
التبريد واللف
بعد الترابط، تمر المادة المركبة عبر بكرات مبردة لضبط المادة اللاصقة وتثبيت الأبعاد. يمنع التبريد السريع الاعوجاج ويضمن بقاء المادة مسطحة. وأخيرًا، يتم إعادة لف المنتج النهائي إلى لفات رئيسية كبيرة تحت شد متحكم فيه، وجاهز للتقطيع أو المعالجة الإضافية.
أنواع تقنيات التصفيح
يعتمد اختيار تقنية التصفيح المناسبة على تطبيق الاستخدام النهائي، وتوافق المواد، واللوائح البيئية. توفر كل طريقة مزايا مميزة من حيث السرعة والتكلفة والأداء.
التصفيح الرطب
في التصفيح الرطب، يتم تطبيق مادة لاصقة سائلة على ركيزة واحدة قبل ربطها بالركيزة الثانية. ثم يمر التجميع عبر فرن تجفيف لتبخير المذيبات أو الماء. تعتبر هذه الطريقة فعالة من حيث التكلفة بالنسبة للمواد المسامية مثل الورق والكرتون ولكنها تتطلب طاقة كبيرة لأنظمة التجفيف والتهوية للتعامل مع المركبات العضوية المتطايرة (VOCs).
التصفيح الجاف
يتضمن التصفيح الجاف وضع مادة لاصقة على شبكة واحدة، وتجفيفها بالكامل في الفرن، ثم ربطها بالشبكة الثانية باستخدام الحرارة والضغط. تعتبر هذه التقنية مثالية للأفلام غير المسامية مثل البوليستر أو البولي بروبيلين، مما يوفر وضوحًا عاليًا وروابط قوية. إنه يزيل مشاكل الاحتفاظ بالمذيبات ولكنه يتطلب تحكمًا دقيقًا في درجات حرارة الفرن لمنع تنشيط المادة اللاصقة قبل الأوان.
التصفيح البثق
يستخدم التصفيح بالبثق البوليمر المنصهر (عادةً LDPE أو PP) المبثوق مباشرة بين ركائزتين. تعمل الطبقة المنصهرة بمثابة مادة لاصقة وحاجز. تُستخدم هذه العملية عالية السرعة على نطاق واسع في التغليف المرن للمنتجات الغذائية والطبية نظرًا لقدرتها الممتازة على الإغلاق ومقاومتها للرطوبة. ومع ذلك، فإنه يتطلب استثمارات رأسمالية كبيرة وخبرة في معالجة البوليمر.
| التكنولوجيا | نطاق السرعة | أفضل ل | التأثير البيئي |
|---|---|---|---|
| التصفيح الرطب | منخفض-متوسط | ورق/كرتون | ارتفاع المركبات العضوية المتطايرة |
| التصفيح الجاف | متوسطة عالية | أفلام/رقائق | المركبات العضوية المتطايرة المعتدلة |
| البثق | عالية | التعبئة والتغليف المرنة | انخفاض المركبات العضوية المتطايرة |
العيوب الشائعة واستراتيجيات استكشاف الأخطاء وإصلاحها
حتى خطوط إنتاج التصفيح المتقدمة تواجه تحديات تشغيلية. يؤدي تحديد الأسباب الجذرية بسرعة إلى تقليل الهدر ووقت التوقف عن العمل.
التجاعيد والتواء
تنتج التجاعيد عادةً عن التوتر غير المتساوي عبر عرض الويب أو البكرات غير المتوافقة. افحص بكرات الموزعة (بكرات القوس) للتأكد من أنها منحنية وتدور بشكل صحيح. تأكد من موازنة الفرامل المرخية على كلا الجانبين. ضبط زوايا الدخول من الركيزة في ارتشف يمكن أن يقلل أيضًا من القوى الجانبية التي تسبب التواء.
التصفيح وضعف قوة السندات
غالبًا ما تنبع الروابط الضعيفة من عدم كفاية التغطية اللاصقة أو إعدادات درجة الحرارة غير الصحيحة أو الأسطح الملوثة. إجراء اختبارات مستوى داين على ركائز لضمان الطاقة السطحية الكافية للالتصاق. قم بزيادة الضغط أو درجة الحرارة بشكل تدريجي، مع مراقبة التأثيرات الضارة مثل فقدان اللمعان. قم بتنظيف بكرات أداة التطبيق بانتظام لمنع الانسداد الذي يؤدي إلى تخطي الأنماط.
الفقاعات والهواء المحبوس
يخلق انحباس الهواء فقاعات مرئية تضر بالجماليات والنزاهة. استخدم بكرات مسننة أو محززة للسماح للهواء بالهروب أثناء الترابط. تأكد من أن الركائز جافة وخالية من الشحنات الساكنة، والتي يمكن أن تصد الطبقات. يساعد تثبيت القضبان الثابتة قبل نقطة الارتطام على تحييد الشحنات وتعزيز الاتصال الأكثر سلاسة.
أفضل ممارسات الصيانة لطول العمر
تعمل الصيانة الاستباقية على إطالة عمر المعدات وتضمن جودة المنتج المتسقة. يعد برنامج الصيانة الوقائية المنظم أمرًا ضروريًا للعمليات ذات الحجم الكبير.
العناية بالأسطوانة وتنظيفها
يجب أن تظل الأسطوانات الساخنة والمبردة نظيفة وناعمة لمنع حدوث عيوب في النقل. استخدم منظفات غير كاشطة وأقمشة ناعمة لإزالة بقايا المادة اللاصقة يوميًا. افحص أسطح البكرات أسبوعيًا بحثًا عن أي خدوش أو خدوش قد تترك أثراً على المنتج. قم بتشحيم المحامل وفقًا لمواصفات الشركة المصنعة لمنع ارتفاع درجة الحرارة والاهتزاز.
صيانة النظام اللاصق
تؤدي الفوهات المسدودة أو خلايا الحفر البالية إلى تطبيق غير متناسق. خطوط لاصقة متدفقة في نهاية كل نوبة لمنع المعالجة داخل الأنابيب. استبدل شفرات إزالة الحبر الزائد والأختام بانتظام للحفاظ على القياس الدقيق. معايرة أجهزة قياس التدفق والمضخات شهريًا لضمان الاستخدام الدقيق للمواد اللاصقة والتحكم في التكلفة.
الشيكات الكهربائية والتحكم
التحقق من دقة أجهزة استشعار درجة الحرارة وخلايا تحميل التوتر كل ثلاثة أشهر. يمكن أن يتسبب الانحراف في قراءات المستشعر في حدوث مشكلات دقيقة في الجودة يصعب تشخيصها لاحقًا. قم بتحديث برنامج PLC ومعلمات النسخ الاحتياطي بانتظام للحماية من فقدان البيانات. تدريب المشغلين على التعرف على علامات الإنذار المبكر مثل الضوضاء غير العادية أو التيارات الحركية المتقلبة.
يتطلب تحسين خط إنتاج التغليف اتباع نهج شامل يجمع بين الدقة التقنية ومعرفة المواد والصيانة الصارمة . ومن خلال فهم آليات التوتر والحرارة والالتصاق، يمكن للمصنعين استكشاف الأخطاء وإصلاحها بشكل فعال وإنتاج مواد مركبة عالية الجودة بكفاءة. الاستثمار في الأتمتة الحديثة والموظفين المهرة يضمن القدرة التنافسية في سوق متزايد الطلب.

المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
