 简体中文
简体中文 English
English عربى
عربى
خط إنتاج التصفيح: الكفاءة والأنواع والتحسين
الأمثل أ خط إنتاج الترقق يتطلب موازنة الكيمياء اللاصقة والديناميكيات الحرارية والتحكم الميكانيكي في التوتر. يمكن للخط الذي تم تكوينه جيدًا أن يحقق سرعات تتجاوز 200 متر في الدقيقة مع معدلات خلل أقل من 1%، بينما يؤدي الإعداد السيئ إلى التصفيح أو الفقاعات أو تزييف الركيزة. إن مفتاح الإنتاج عالي الجودة لا يكمن فقط في آلة التغليف نفسها، ولكن في تكامل أنظمة المعالجة المسبقة، وتنظيم الضغط الدقيق، وبيئات المعالجة الخاضعة للرقابة.
محتوى
التقنيات الأساسية: السندات الجافة مقابل التصفيح الرطب
إن الاختيار بين عمليات التصفيح الجاف والرطب يحدد بشكل أساسي تكوين الماكينة واستهلاك الطاقة وخصائص المنتج النهائي. تخدم كل طريقة مجموعات مواد مميزة ومتطلبات أداء.
عملية تصفيح السندات الجافة
في التصفيح بالرابطة الجافة، يتم تطبيق المادة اللاصقة السائلة على الركيزة الأولى، وتمريرها عبر نفق تجفيف ساخن لتبخير المذيبات أو الماء، ثم يتم ربطها بالركيزة الثانية تحت الحرارة والضغط. هذه الطريقة هي السائدة في التغليف المرن للأغذية والأدوية نظرًا لخصائصها الحاجزة الفائقة ووضوحها.
- أنواع لاصقة: تعتبر المواد اللاصقة من مادة البولي يوريثين (PU) قياسية، وتوفر مقاومة ممتازة لمعالجة المعوجة (121 درجة مئوية)
- كفاءة التجفيف: تستخدم الأفران الحديثة تكنولوجيا اصطدام الهواء، مما يقلل من بقايا المذيبات إلى <5 مجم/م2
- تكلفة الطاقة: عالية، حيث يتم استهلاك 60-70% من الطاقة التشغيلية في نفق التجفيف
طريقة التصفيح الرطب
يطبق التصفيح الرطب مادة لاصقة على ركيزة واحدة ويربطها على الفور بالطبقة الثانية قبل التجفيف. تكون هذه العملية مناسبة فقط عندما تكون ركيزة واحدة على الأقل مسامية (مثل الورق والكرتون)، مما يسمح للرطوبة بالهروب عبر المادة. وهو أسرع بكثير وأكثر كفاءة في استخدام الطاقة من السندات الجافة ولكنه محدود في نطاق التطبيق.
| ميزة | السندات الجافة | التصفيح الرطب |
|---|---|---|
| السرعة القصوى | 150-250 م/دقيقة | 300-400 م/دقيقة |
| توافق الركيزة | أي (فيلم/رقائق/ورق) | مطلوب طبقة مسامية واحدة |
| الاستثمار الأولي | عالية (بسبب الفرن) | معتدل |
| وقت المعالجة | 24-72 ساعة (ما بعد المعالجة) | الحد الأدنى (يجفف على الخط) |
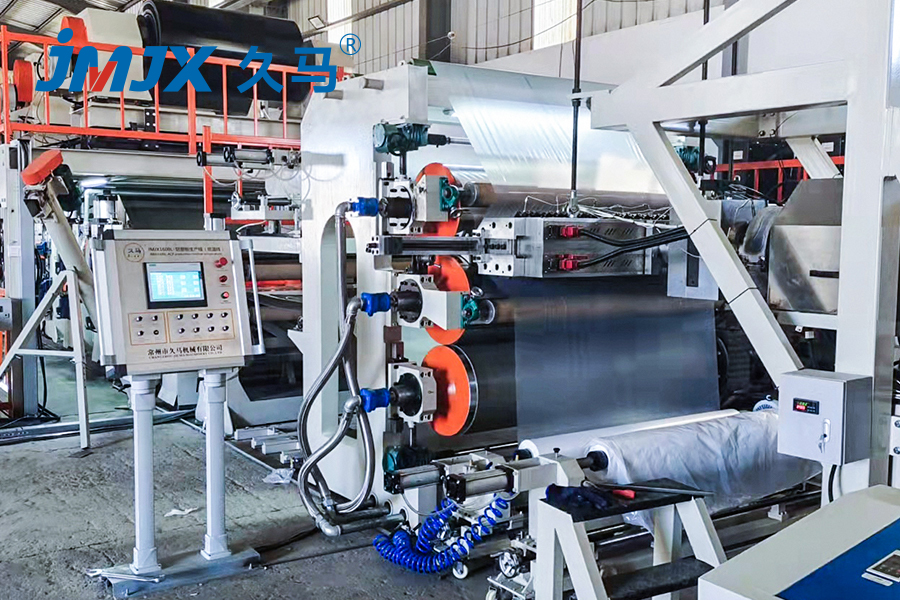
المكونات الحاسمة للخط عالي الأداء
خط إنتاج التصفيح هو نظام متكامل حيث يؤثر كل مكون على جودة الرابطة النهائية. يساعد فهم وظيفة الوحدات الأساسية في استكشاف الأخطاء وإصلاحها وتحسينها.
استرخِ مع التحكم في التوتر
إن توتر الويب المتسق هو أساس التصفيح الخالي من العيوب. استخدام الخطوط الحديثة وحدات تحكم التوتر الرقمية ذات الحلقة المغلقة مع خلايا الحمل وبكرات الرقص للحفاظ على التوتر في حدود ±1% من نقطة الضبط. تؤدي الاختلافات في التوتر إلى حدوث أخطاء في التسجيل، أو تجعد، أو تداخل اللفات. بالنسبة للأغشية الرقيقة (أقل من 20 ميكرون)، غالبًا ما يتم استبدال أنظمة الكبح الهوائية بأنظمة فك نشطة تعمل بمحرك من أجل توصيل عزم الدوران بشكل أكثر سلاسة.
وحدات الطلاء: الحفر مقابل الفتحة
تحدد طريقة الطلاء توحيد المادة اللاصقة وكفاءة الاستخدام:
- بكرات الحفر: الطريقة التقليدية تستخدم الخلايا المنقوشة لنقل المادة اللاصقة. يوفر تحكمًا دقيقًا في وزن الطبقة ولكنه يتطلب تنظيفًا متكررًا ويولد انبعاثات أعلى من المركبات العضوية المتطايرة.
- فتحة يموت المغطيين: التكنولوجيا الناشئة التي تقوم بقذف المادة اللاصقة من خلال فجوة دقيقة. يوفر 98% استخدام مادي (مقابل 85% للحفر) ويزيل مشاكل انسداد الخلايا، وهو مثالي للمواد اللاصقة عالية اللزوجة.
بكرات الارتشف وتنظيم الضغط
نقطة ارتشف هي المكان الذي يحدث فيه الترابط الفعلي. تطبق بكرات الفولاذ المغطاة بالمطاط الضغط لضمان الاتصال الحميم بين الركائز. يجب معايرة الضغط على أساس صلابة الركيزة؛ يؤدي الضغط القليل جدًا إلى حدوث فراغات، بينما يؤدي الضغط الزائد إلى ضغط المادة اللاصقة، مما يؤدي إلى تجويع المفاصل. تتميز الخطوط المتقدمة ببكرات متأرجحة لمنع ظهور بقع مسطحة على الغطاء المطاطي، مما يؤدي إلى إطالة فترات الصيانة.
استكشاف الأخطاء وإصلاحها العيوب الشائعة
حتى مع الأتمتة المتقدمة، تحدث العيوب. التحديد السريع والتصحيح يقلل من الهدر. تنبع معظم المشكلات من ثلاثة أسباب جذرية: التلوث، أو المعالجة غير المناسبة، أو اختلال المحاذاة الميكانيكية.
فقاعات وتقرحات
يظهر انحباس الهواء على شكل فقاعات صغيرة مباشرة بعد التصفيح أو يتطور أثناء المعالجة. تشمل الأسباب ما يلي:
- الضغط غير الكافي: لا يتم ضغط الهواء بشكل فعال.
- لزوجة لاصقة عالية: يمنع الترطيب المناسب لسطح الركيزة.
- احتباس المذيبات: في عمليات الروابط الجافة، إذا كانت درجة حرارة نفق التجفيف منخفضة جدًا أو كان تدفق الهواء غير كافٍ، فإن المذيبات المتبقية تتبخر أثناء المعالجة، مما يؤدي إلى ظهور بثور.
الحل: قم بزيادة درجة حرارة الفرن بمقدار 5-10 درجات مئوية، وتحقق من تدفق هواء العادم، وتأكد من أن لزوجة المادة اللاصقة تتوافق مع مواصفات الشركة المصنعة لسرعة الخط الحالية.
التصفيح وسوء الالتصاق
عندما تنفصل الطبقات بسهولة، تتعرض قوة الرابطة للخطر. غالبًا ما تكون هذه مشكلة كيميائية وليست ميكانيكية.
| السبب | اختبار تشخيصي | الإجراء التصحيحي |
|---|---|---|
| طاقة سطحية منخفضة | اختبار قلم داين (<38 داين/سم) | تفعيل علاج كورونا أو زيادة الطاقة |
| علاج غير مكتمل | يُظهر اختبار T-peel فشلًا متماسكًا | تمديد وقت الشيخوخة أو زيادة درجة حرارة الغرفة |
| التلوث | الفحص البصري لخط السندات | قم بتنظيف الأسطوانات وفحص المواد المضافة لزلاقة الفيلم |
التجاعيد والشباك
تنتج التجاعيد عادة عن التوتر غير المتطابق بين الشبكتين. إذا كانت الشبكة العلوية لديها توتر أعلى من الجزء السفلي، فسوف تتمدد أكثر، مما يسبب تجاعيد الضغط في الشبكة الفضفاضة عند التبريد. يحدث التجعيد عندما يتم ربط مواد مختلفة ذات معاملات تمدد حراري مختلفة. يمكن أن يؤدي استخدام هياكل متناظرة (على سبيل المثال، PET/PE بدلاً من PET/Alu) أو ضبط درجة حرارة أسطوانة التبريد إلى تخفيف هذا التأثير.
الصيانة والكفاءة التشغيلية
يتطلب تحقيق أقصى قدر من وقت التشغيل استراتيجية صيانة استباقية تركز على المكونات الأكثر عرضة للتآكل. إن ساعة واحدة من التوقف غير المخطط له على خط عالي السرعة يمكن أن تكلف الآلاف من الإنتاج الضائع.
تنظيف الأسطوانة والعناية بها
يؤدي تراكم المواد اللاصقة على بكرات التوجيه ولفائف القطع إلى إنشاء خطوط واختلافات في السُمك. تنفيذ جدول التنظيف اليومي باستخدام المذيبات المتوافقة. بالنسبة لبطانات التحرير المطلية بالسيليكون، تجنب المنظفات الكاشطة التي تلحق الضرر بالطلاء، مما يؤدي إلى كسر الشبكة. افحص بكرات القطع المطاطية أسبوعيًا للتأكد من عدم وجود جروح أو تصلب؛ تشير زيادة الصلابة بمقدار >5 نقاط إلى الحاجة إلى إعادة التغطية أو الاستبدال.
استراتيجيات تحسين الطاقة
مع ارتفاع تكاليف الطاقة، أصبح تحسين نفق التجفيف أمرًا بالغ الأهمية. قم بتركيب محركات متغيرة التردد (VFDs) على مراوح العادم لضبط تدفق الهواء بناءً على حمل المذيبات. قم باستعادة الحرارة المهدرة من عادم الفرن لتسخين الهواء النقي القادم مسبقًا، مما يمكن أن يقلل من استهلاك الغاز الطبيعي 15-20% . بالإضافة إلى ذلك، فإن التحول إلى مواد لاصقة PU خالية من المذيبات يلغي الحاجة إلى تجفيف الأنفاق تمامًا، مما يقلل من استخدام الطاقة بنسبة تصل إلى 60% وزيادة سرعة الخط المحتملة.
قم بمراجعة استهلاك المادة اللاصقة بانتظام. يساعد تتبع استخدام الجرامات لكل متر مربع (gsm) مقابل القيم النظرية في اكتشاف مخالفات الطلاء مبكرًا. عادةً ما يشير الانحراف بنسبة تزيد عن 5% عن وزن الطبقة المستهدفة إلى وجود خلية حفر مسدودة أو شفة قالب ذات فتحة غير محاذية، مما يتطلب اهتمامًا فوريًا لمنع إهدار المواد ومطالبات الجودة.

المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
