简体中文
简体中文 English
English عربى
عربىأخبار الصناعة
الصفحة الرئيسية / أخبار / أخبار الصناعة / خط إنتاج الألواح المركبة متعددة الوظائف: الدليل والمواصفات
محتوى
أ خط إنتاج الألواح المركبة متعددة الوظائف هو نظام تصنيع متكامل تم تصميمه لإنتاج مجموعة من منتجات الألواح المركبة - بما في ذلك مركب الخشب والبلاستيك (WPC)، وألواح الرغوة البلاستيكية، وألواح الأسمنت الليفي، وألواح الألومنيوم المركبة (ACP)، والألواح الهيكلية الساندوتشية - ضمن خط واحد قابل للتكوين أو بنية خطية معيارية يمكن إعادة تشكيلها بسرعة بين أنواع المنتجات. السمة المميزة للخط متعدد الوظائف، والذي يختلف عن نظام البثق أو التصفيح المخصص لمنتج واحد، هي قدرته على خدمة مواصفات الألواح المتعددة ومجموعات المواد دون الحاجة إلى إعادة بناء المعدات بالكامل بين عمليات الإنتاج.
الطلب على خطوط الألواح المركبة متعددة الوظائف مدفوع من قبل الشركات المصنعة التي تواجه متطلبات العملاء المتنوعة في قطاعات البناء والأثاث والنقل والتعبئة والتغليف. يمكن لمنشأة إنتاج واحدة مجهزة بخط متعدد الوظائف أن تخدم سوق تكسية واجهات المباني باستخدام ACP في نوبة واحدة وإنتاج ألواح أساسية للأثاث الداخلي في نوبة أخرى - وهي مرونة لا يمكن أن تضاهيها خطوط المنتج الفردي والتي تعمل بشكل ملموس على تحسين استخدام الأصول والعائد على استثمار رأس المال.
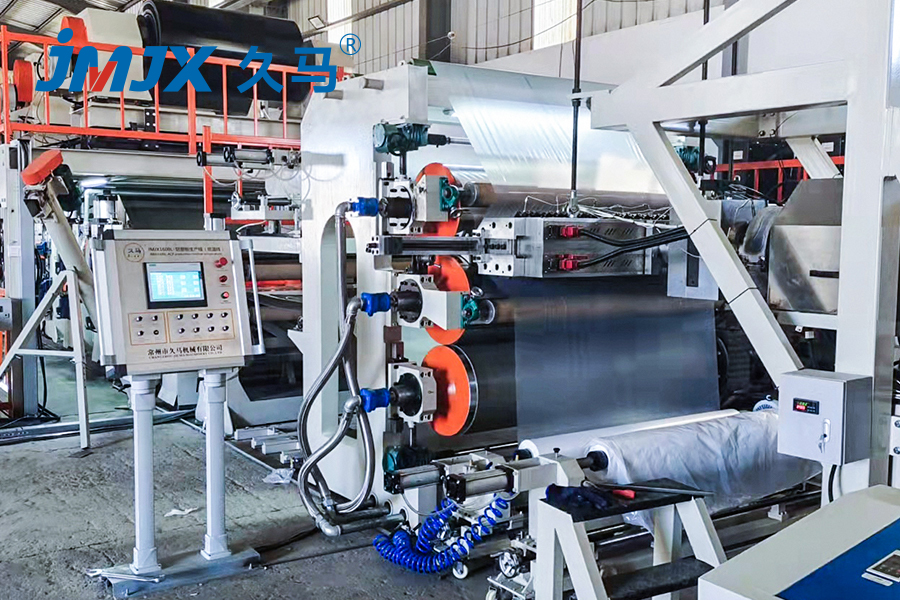
تدمج خطوط الألواح المركبة الحديثة متعددة الوظائف عملية البثق أو الضغط المستمر، وتشطيب الأسطح، والقطع، والمعالجة في تدفق إنتاج آلي واحد ، مع أنظمة التحكم الرقمية التي تقوم بتخزين واستدعاء معلمات العملية الخاصة بالمنتج - مما يتيح للمشغلين الانتقال بين أنواع اللوحات في ساعات بدلاً من أيام.
يتم تحديد القيمة التجارية لخط إنتاج الألواح المركبة متعددة الوظائف إلى حد كبير من خلال اتساع وإمكانية تسويق أنواع الألواح التي يمكن إنتاجها. تمثل الفئات التالية المنتجات الأكثر أهمية تجاريًا المصنعة على خطوط حديثة متعددة الوظائف.
تجمع ألواح WPC بين ألياف الخشب أو الدقيق (عادةً 50-70% من الوزن) مع بوليمرات لدنة بالحرارة - في الغالب HDPE أو PP أو PVC - لإنتاج ألواح تجمع بين قابلية التشغيل والمظهر الطبيعي للخشب مع مقاومة الرطوبة وثبات أبعاد البلاستيك. تشمل الأسواق النهائية التزيين الخارجي وتكسية الجدران والأرضيات الداخلية ومكونات الأثاث. يتم إنتاج ألواح WPC عن طريق البثق المزدوج اللولب متبوعًا بالمعايرة والتبريد والنقش السطحي لإنشاء أنسجة خشبية واقعية. إن الطلب المتزايد على مواد الكسوة الخارجية منخفضة الصيانة، خاصة في أوروبا وأمريكا الشمالية، جعل إنتاج ألواح WPC واحدة من أكثر القدرات جاذبية تجاريًا على خط متعدد الوظائف.
يتم إنتاج لوح الرغوة PVC - المعروف أيضًا باسم لوح Celuka أو لوح الفوركس أو PVC الموسع - عن طريق رغوة مركب PVC من خلال عملية بثق خالية من الرغوة أو Celuka لإنشاء لوحة صلبة خفيفة الوزن ذات سطح أملس وقابل للتشكيل. تتراوح الكثافات من 0.35 إلى 0.75 جم/سم مكعب اعتمادًا على التطبيق المستهدف: تخدم اللوحات منخفضة الكثافة اللافتات والمعارض وأسواق العرض؛ يتم استخدام المتغيرات ذات الكثافة العالية كركيزة للأثاث وخزائن الحمام والألواح الداخلية البحرية. تعد ألواح الرغوة البلاستيكية واحدة من المنتجات ذات أعلى هامش ربح يمكن تحقيقها على خط الألواح المركبة ، مدفوعة بنطاق تطبيقاتها الواسع، وميزة قابلية التصنيع على الألواح الخشبية في البيئات الرطبة، والطلب المستمر من صناعة الإعلانات واللافتات.
أCP consists of two thin aluminum skins (typically 0.3–0.5mm) bonded to a polyethylene or mineral-filled fire-resistant core, forming a lightweight, flat, and stiff panel used extensively in building façade cladding, signage, and interior partitioning. ACP production requires a continuous roll-forming and lamination line that feeds coil aluminum, applies adhesive, laminates the core material, and bonds the second aluminum skin under controlled temperature and pressure — a process distinct from extrusion-based panel production. Multi-functional lines that incorporate ACP capability typically do so through a modular lamination unit that can be engaged or bypassed depending on the production program.
يتم إنتاج الألواح المركبة غير العضوية - الأسمنت الليفي، وألواح MgO، وألواح سيليكات الكالسيوم - بشكل متزايد على خطوط متعددة الوظائف تدمج عملية التشكيل الرطبة أو شبه الجافة، والضغط المستمر، ومراحل المعالجة. توفر هذه الألواح مقاومة للحريق (تصنيف الحريق A2 أو الفئة 1)، ومقاومة الرطوبة، وثبات الأبعاد الذي لا يمكن أن تتطابق معه ألواح البوليمر العضوية، مما يجعلها اختيار المواصفات لأنظمة التقسيم المقاومة للحريق، والتغليف الخارجي، وألواح الجدران في المناطق الرطبة في البناء التجاري.
يتم إنتاج الألواح العازلة الهيكلية - ذات النوى الرغوية الصلبة (PIR أو EPS أو الصوف المعدني) المرتبطة بين المعدن أو GRP أو الجلود المركبة - على خطوط ضغط مستمرة مزدوجة الحزام لتطبيقات البناء والتخزين البارد والنقل. إن أداء العزل والكفاءة الهيكلية للألواح العازلة يجعلها مهيمنة في أنظمة المباني الجاهزة، وأجسام الشاحنات المبردة، وبناء الغرف النظيفة المعيارية.

أ multi-functional composite panel production line is an assembly of interlinked process stations, each performing a specific transformation of the material stream. The modular architecture of leading systems allows individual stations to be added, removed, or reconfigured as the product mix evolves.
تقوم أنظمة الجرعات الوزنية بقياس تدفقات المواد الخام المتعددة بدقة - البوليمرات، والحشوات، والمواد المضافة، والملونات، وعوامل النفخ - في مرحلة الخلط أو التركيب. تحدد الدقة في هذه المرحلة بشكل مباشر اتساق كثافة اللوحة واللون والخصائص الفيزيائية عبر عملية الإنتاج. تحقق أنظمة الجرعات عالية الأداء دقة تغذية تبلغ ±0.1% من حيث الوزن، مما يقلل بشكل كبير من هدر المواد والتباين من دفعة إلى أخرى مقارنة ببدائل الجرعات الحجمية.
بالنسبة للألواح المركبة القائمة على البوليمر، فإن وحدة البثق - عادةً ما تكون عبارة عن جهاز بثق مزدوج اللولب مشترك الدوران للمنتجات كثيفة التركيب مثل WPC، أو لولب مزدوج معاكس الدوران لألواح الرغوة PVC - هي القلب الحراري والميكانيكي لخط الإنتاج. يحدد قطر المسمار ونسبة L/D (الطول إلى القطر، عادةً 32:1 إلى 48:1 لتطبيقات الألواح المركبة) سعة الإنتاجية ودرجة تجانس المواد التي يمكن تحقيقها . غالبًا ما تستخدم الخطوط متعددة الوظائف أشكالًا هندسية لولبية معيارية يمكن إعادة تشكيلها لأنظمة مواد مختلفة دون استبدال أسطوانة الطارد بالكامل.
يشكل القالب المسطح (قالب الصفائح) المصهور المبثوق في عرض اللوحة المطلوب وشكل السمك الاسمي. أسفل القالب، تقوم وحدة المعايرة - وهي عبارة عن سلسلة من ألواح أو لفات تحجيم الفراغ المُشكَّلة بدقة والتي تمر من خلالها اللوحة التي لا تزال ناعمة - بتحديد أبعاد اللوحة النهائية وجودة السطح. تصميم القالب خاص بالمنتج: تحافظ الخطوط متعددة الوظائف على مكتبة من القوالب وأدوات المعايرة لكل نوع من أنواع اللوحات، مع أوقات تغيير تتراوح من 2 إلى 6 ساعات اعتمادًا على مدى تعقيد القالب ومتطلبات التدوير الحراري.
تمر اللوحة المعايرة من خلال خزان تبريد مبرد بالماء أو مبرد بالهواء لتصلب اللوحة إلى درجة حرارة التعامل قبل وحدة السحب. تطبق عملية السحب - الحزام المتزامن أو ساحبة كاتربيلر - شدًا متحكمًا فيه لسحب اللوحة من خلال أقسام المعايرة والتبريد بسرعة خط ثابتة. يعد تزامن السرعة بين مخرج الطارد، ومحطة السحب، ومحطة القطع النهائية أمرًا بالغ الأهمية للحفاظ على اتساق الأبعاد على طول طول اللوحة.
تزيد إمكانيات معالجة الأسطح المضمنة بشكل كبير من قيمة الخط متعدد الوظائف. تتضمن الخيارات المعالجة الإكليلية (تحسين الالتصاق للتصفيح النهائي)، والنقش المضمن (تطبيق حبيبات الخشب، أو الحجر، أو القوام الهندسي مباشرة على سطح اللوحة الساخنة)، وتصفيح الفيلم الزخرفي (ربط أفلام PVC أو الورق المزخرف على سطح اللوحة في تمريرة مضمنة واحدة). تعمل عملية التصفيح المضمنة على التخلص من خطوة التصفيح المنفصلة دون الاتصال بالإنترنت، مما يقلل من المعالجة ومساحة التخزين وتكاليف العمالة.
تقوم مناشير القطع الطائرة أو مناشير القطع العرضي المتنقلة بقطع اللوحة المستمرة إلى طول اللوحة المطلوب دون إيقاف خط الإنتاج. تقوم أنظمة التكديس الآلية بتجميع الألواح المقطوعة في حزم للتغليف والتخزين، مع قيام أنظمة الرؤية بإجراء فحص مضمّن للأبعاد وجودة السطح قبل التكديس.
| المعلمة | خط الدخول | خط متوسط الحجم | خط عالي السعة |
|---|---|---|---|
| نطاق عرض اللوحة | 600-1,220 ملم | 1,220-1,830 ملم | ما يصل إلى 2440 ملم |
| نطاق سمك اللوحة | 3-12 ملم | 3-25 ملم | 3-40 ملم |
| سعة الإخراج | 200-400 كجم/ساعة | 400-800 كجم/ساعة | 800-2000 كجم/ساعة |
| وقت تغيير المنتج | 4-8 ساعات | 2-6 ساعات | 1-4 ساعات |
| قوة محرك الطارد | 37-75 كيلو واط | 75-200 كيلو واط | 200-500 كيلو واط |
| أutomation Level | شبه تلقائي | في الغالب مؤتمتة | MES مؤتمتة بالكامل |
أصبحت بنية التشغيل الآلي لخط الألواح المركبة متعدد الوظائف عامل تمييز تنافسي أساسي، لا يحدد كفاءة العمل فحسب، بل يحدد أيضًا اتساق المنتج، واستهلاك الطاقة، والسرعة التي يمكن أن يستجيب بها الخط لانحرافات الجودة أثناء الإنتاج.
يتم التحكم في الخطوط الحديثة من خلال أنظمة قائمة على PLC (Siemens S7 أو Allen-Bradley ControlLogix هي المنصات المهيمنة في الصناعة) التي يتم ربطها بشاشات اللمس HMI التي تعرض بيانات العملية في الوقت الفعلي - ملفات تعريف درجة حرارة الذوبان، وسرعة اللولب، وسرعة السحب، وضغط القالب، وقياسات سمك اللوحة - في عرض موحد للمشغل. تقوم أنظمة إدارة الوصفات بتخزين مجموعات معلمات العملية الكاملة لكل منتج من منتجات اللوحة، مما يمكّن المشغلين من بدء تغيير المنتج عن طريق تحديد وصفة المنتج الجديد بدلاً من ضبط العشرات من المعلمات الفردية يدويًا - تقليل وقت الإعداد بشكل كبير وخطر حدوث أخطاء في العملية أثناء التحولات.
توفر أنظمة قياس الجودة المضمنة — أجهزة قياس سمك الليزر، وأجهزة استشعار مسح الوزن لكل وحدة مساحة، وكاميرات فحص الرؤية — تعليقات مستمرة لنظام التحكم، مما يتيح التحكم في الحلقة المغلقة لسمك اللوحة وجودة السطح دون تدخل المشغل. تقوم وحدات التحكم في العمليات الإحصائية (SPC) بتسجيل بيانات القياس مقابل حدود المواصفات وإصدار تنبيهات عندما تنخفض مؤشرات قدرة العملية (Cpk) عن الحدود المقبولة، مما يتيح إدارة الجودة الاستباقية بدلاً من اكتشاف العيوب التفاعلية.
تقوم الشركات المصنعة الرائدة بدمج اتصال نظام تنفيذ التصنيع (MES) في خطوطها، مما يتيح إدارة أوامر الإنتاج وتتبع المواد وتتبع OEE (الفعالية الإجمالية للمعدات) ومراقبة الطاقة من أنظمة على مستوى المؤسسة بدلاً من وحدات التحكم على مستوى الخط. يدعم هذا التكامل البنية التحتية للبيانات المطلوبة للحصول على شهادات مثل ISO 9001 وIATF 16949 في تطبيقات اللوحات المركبة لتوريد السيارات.
أ multi-functional composite panel production line represents a capital investment typically ranging from $500,000 for entry-level configurations to $5 million and above for fully automated high-capacity systems. Given this investment scale, supplier evaluation must extend well beyond quoted machine price to encompass the total cost of ownership across a 10–15 year operational life.
غالبًا ما تكون قدرة مورد المعدات على توفير دعم تطوير العمليات الخاصة بالتطبيق - تحسين الصياغة، وتصميم القالب لملفات تعريف اللوحة الجديدة، والمساعدة في التشغيل - أكثر قيمة من الاختلافات الهامشية في مواصفات الماكينة بين الموردين المتنافسين. يجب على المشترين طلب مراجع من العملاء الحاليين الذين ينتجون أنواعًا مماثلة من اللوحات وزيارة المنشآت التشغيلية قبل الالتزام بالمورد.
يمكن أن يكلف توقف خط الإنتاج بسبب انتظار قطع الغيار عشرات الآلاف من الدولارات يوميًا من الإنتاج المفقود. قم بتقييم الموردين بناءً على مخزون قطع الغيار الإقليمي لديهم، والمهل الزمنية القياسية للمكونات، ونسبة المكونات الحيوية التي يتم الحصول عليها من العلامات التجارية القياسية المتاحة عالميًا مقابل الأجزاء ذات المصدر الواحد المملوكة والتي تخلق ثغرة أمنية في سلسلة التوريد. من السهل جدًا صيانة الخطوط المبنية حول مكونات Siemens أو SEW أو Festo القياسية في المناطق التي تكون فيها شبكة خدمة الشركة المصنعة للمعدات الأصلية محدودة.
يمثل استهلاك الطاقة - في المقام الأول في محركات تشغيل الطارد، وسخانات البراميل، وأنظمة التبريد - تكلفة تشغيلية مستمرة كبيرة. يختلف استهلاك الطاقة المحدد (SEC) الذي يتم التعبير عنه بالكيلوواط ساعة لكل كيلوغرام من إنتاج اللوحة بشكل كبير بين أجيال المعدات: يمكن لأنظمة الدفع المتغير التردد (VFD) الحديثة على جميع المحركات الرئيسية، وأنظمة التبريد لاستعادة الطاقة، وعزل الأسطوانات الأمثل أن تقلل من SEC بنسبة 20-35٪ مقارنة بتصميمات المعدات القديمة، مما يمثل وفورات كبيرة على مدى عمر خط متعدد العقود.
تتيح البنية المعيارية للخطوط الرائدة متعددة الوظائف إمكانية التوسع المتزايد في القدرات — إضافة وحدة تصفيح مضمنة، أو الترقية إلى جهاز بثق أكبر، أو تركيب أنظمة إضافية لقياس الجودة — دون استبدال الخط بأكمله. يجب على المشترين التأكد من مسار الترقية والتكاليف المرتبطة به مع المورد قبل الشراء، مما يضمن أن استثمار رأس المال الأولي يدعم مرونة الإنتاج التي ستحتاجها الشركة على مدى فترة زمنية تتراوح من خمس إلى عشر سنوات.
منتج ممتاز مع حرفية رائعة
عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين