 简体中文
简体中文 English
English عربى
عربى
خط إنتاج PE ACP: دليل العملية والمواصفات والجودة
أ خط إنتاج PE ACP (ألواح الألومنيوم المركبة من البولي إيثيلين). هو نظام بثق وتصفيح مستمر يربط طبقتين من لفائف الألمنيوم بقلب من البولي إيثيلين، مما ينتج ألواح مركبة مسطحة تستخدم في واجهات المباني، واللافتات، والديكور الداخلي، والكسوة الصناعية. إذا كنت تقوم بتقييم أو شراء أو تشغيل خط إنتاج PE ACP، فإن القرارات الأكثر أهمية تتضمن تكوين قالب البثق المشترك، وتوحيد ضغط أسطوانة التصفيح، وصياغة المركب الأساسي - تحدد هذه العوامل الثلاثة تسطيح اللوحة، وقوة التقشير، وجودة تشطيب السطح فوق كل العوامل الأخرى.
يشرح هذا الدليل كيفية هيكلة خط الإنتاج، وما هي المواصفات المهمة عند اختيار المعدات، وما هي معلمات العملية التي تتحكم في جودة المنتج النهائي.
محتوى
- 1 ما هو PE ACP ولماذا تعتبر عملية الإنتاج مهمة
- 2 المراحل الأساسية لخط إنتاج PE ACP
- 3 مواصفات المعدات الرئيسية للتقييم
- 4 صياغة PE الأساسية وتأثيرها على خصائص اللوحة
- 5 نقاط مراقبة الجودة الحرجة على طول الخط
- 6 عيوب الإنتاج الشائعة وأسبابها الجذرية
- 7 خيارات تكوين الخط والتخصيص
- 8 العوامل التي تؤثر على التكلفة الإجمالية للملكية
- 9 اختيار خط إنتاج PE ACP المناسب لعمليتك
ما هو PE ACP ولماذا تعتبر عملية الإنتاج مهمة
أluminum Composite Panel with a polyethylene core consists of two pre-painted or mill-finish aluminum sheets (typically 0.3–0.5 mm thick) permanently bonded to a low-density polyethylene core that makes up the majority of the panel's total thickness — standard finished panels range from 3 mm to 6 mm, with 4 mm being the most common commercial specification.
يمنح قلب PE اللوحة ميزة الوزن الخفيف. تزن لوحة PE ACP القياسية مقاس 4 مم تقريبًا 5.5-6.0 كجم/م² ، مقارنة بـ 8-10 كجم/م² لصفائح الألومنيوم ذات الصلابة المكافئة. يُترجم هذا التخفيض في الوزن مباشرةً إلى انخفاض متطلبات الحمل الهيكلي وسهولة التركيب.
يحدد خط الإنتاج جودة الرابطة بين جلود الألومنيوم ونواة PE. وينتج عن الخط الذي تم ضبطه بشكل سيئ ألواح ذات تصفيح، أو تموج سطحي، أو سُمك قلب غير متناسق - وهي عيوب لا تظهر إلا بعد التثبيت، وبتكلفة كبيرة. قوة التقشير لا تقل عن 120 نيوتن/25 ملم هي عتبة الصناعة للوحة PE ACP المقبولة هيكليًا بموجب معايير مثل ASTM D1876 وEN 1396.
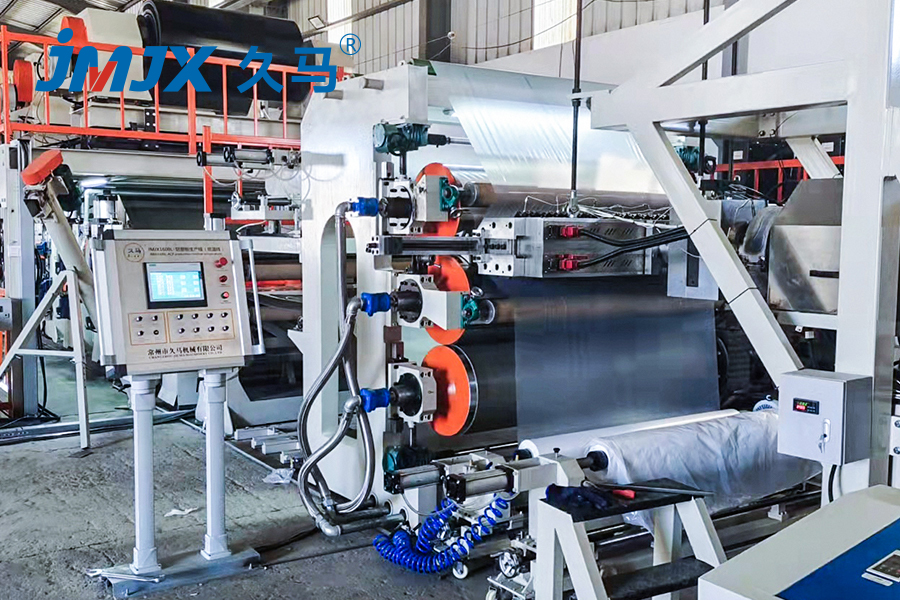
المراحل الأساسية لخط إنتاج PE ACP
أ complete PE ACP production line operates as an integrated, continuous process. Each stage feeds directly into the next with no batch interruption. Understanding each stage is essential for diagnosing quality issues and specifying equipment correctly.
أluminum Coil Feeding and Decoiling
يتم تغذية بكرتين من لفائف الألمنيوم - واحدة للطبقة العلوية، والأخرى للطبقة السفلية - في الخط في وقت واحد. تحافظ أجهزة فك اللفائف ذات الشد الهيدروليكي على شد ثابت للملف لمنع ارتخاء الملف وخدش السطح. تستخدم معظم خطوط الإنتاج آلات فك اللفائف ذات الرأسين التي تسمح بتحميل ملف جديد بينما لا يزال الملف الجاري استهلاكه، مما يمنع توقف الخط أثناء تغيير الملف.
يحدد عرض الملف عرض اللوحة. تتراوح عروض الإنتاج القياسية من 1000 ملم إلى 1575 ملم. تتطلب الملفات الأوسع قوالب بثق وبكرات تصفيح أوسع، مما يزيد بشكل كبير من تكلفة الماكينة.
المعالجة المسبقة للسطح والطلاء التمهيدي
قبل أن يرتبط جلد الألومنيوم بقلب PE، يجب معالجة سطحه الداخلي كيميائيًا لإنشاء سطح ربط ميكانيكي وكيميائي. يتضمن تسلسل المعالجة عادةً ما يلي:
- إزالة الشحوم - إزالة الزيوت والملوثات من عملية الدرفلة
- طلاء التحويل بالكروم أو الخالي من الكرومات - يخلق طبقة أكسيد خشنة دقيقة تزيد من مساحة سطح الالتصاق
- تطبيق التمهيدي - يتم وضع طبقة رقيقة من التمهيدي اللاصق (عادةً البولي يوريثين أو الإيبوكسي) ومعالجتها في فرن تمريري قبل مرحلة التصفيح
يعد تخطي أو عدم تحديد المعالجة المسبقة هو السبب الأكثر شيوعًا لفشل التصفيح على المدى الطويل في لوحات PE ACP. يبلغ وزن الطبقة التمهيدية عادةً 3-8 جم/م² من وزن الفيلم الجاف - أقل من هذا النطاق، يكون الالتصاق هامشيًا في ظل ظروف التدوير الحراري.
PE النتوء الأساسية
يتم بثق قلب البولي إيثيلين بشكل مستمر من خلال قالب مسطح عريض يتم وضعه بين تغذيتي جلد الألومنيوم. يقوم جهاز الطارد بإذابة وتجانس مزيج من كريات LDPE (البولي إيثيلين منخفض الكثافة) - والتي يتم تركيبها أحيانًا مع إضافات مثبطات اللهب، أو مواد حشو معدنية، أو ملونات اعتمادًا على مواصفات المنتج.
تشمل معلمات الطارد الرئيسية ما يلي:
- نسبة المسمار L/D: عادة 28:1 إلى 33:1 من أجل ذوبان وخلط البولي إثيلين المنخفض الكثافة (LDPE) بشكل مناسب
- درجة حرارة الذوبان: 180-220 درجة مئوية حسب درجة PE؛ تعمل درجات الحرارة المرتفعة على تحسين تدفق الذوبان ولكنها تخاطر بالتدهور الحراري
- فجوة الشفاه يموت: أdjusted to achieve target core thickness; die lip gap is typically set 10–15% wider than the target core thickness to account for drawdown
- معدل الانتاج: يتوافق مع سرعة الخط للحفاظ على اتساق السُمك الأساسي عبر عرض اللوحة بالكامل
التصفيح والترابط
يخرج قلب PE المبثوق الساخن من القالب ويتم وضعه على الفور بين طبقتي الألومنيوم المعالجتين مسبقًا حيث تمر الطبقات الثلاث عبر مكدس أسطوانة التصفيح. تطبق الأسطوانات ضغطًا وحرارة متحكم فيهما لتعزيز الرابطة قبل أن تبرد اللوحة.
يعد تصميم أسطوانة التصفيح أمرًا بالغ الأهمية. تكوينات ثلاثية أو خمس لفات مع ضغط ارتشف يمكن التحكم فيه بشكل فردي عبر العرض الكامل يمنع الترابط الثقيل أو الثقيل في المنتصف، مما يتسبب في تقوس اللوحة أو تمويج السطح. عادة ما يتم الاحتفاظ بدرجة حرارة سطح الأسطوانة عند 60-90 درجة مئوية - أعلى من درجة الحرارة المحيطة للحفاظ على جودة الرابطة، ولكن أقل من درجة الحرارة التي قد يتلف عندها طلاء سطح الألومنيوم.
التبريد والقطع والتكديس
أfter lamination, the continuous panel sheet passes through a cooling section — typically a series of water-cooled platens or air-knife cooling — before entering the cutting station. The cooled panel must reach below 40°C before cutting to prevent edge deformation from residual heat.
تقوم قواطع القص الطائرة أو قواطع المقصلة بقص الألواح بأطوال قياسية - الأكثر شيوعًا 2440 مم (8 أقدام) أو أطوال مخصصة تصل إلى 6000 مم. يتم بعد ذلك تكديس الألواح النهائية تلقائيًا بطبقة حماية متداخلة وتجميعها للشحن.

مواصفات المعدات الرئيسية للتقييم
عند مقارنة خطوط إنتاج PE ACP من موردين مختلفين، فهذه هي المواصفات التي تحدد القدرة الإنتاجية ومجموعة المنتجات وتكلفة التشغيل على المدى الطويل.
| المواصفات | خط الدخول | خط متوسط المدى | خط عالي السعة |
|---|---|---|---|
| أقصى عرض للوحة | 1,250 ملم | 1,575 ملم | 2000 ملم |
| سرعة الإنتاج | 3-5 م/دقيقة | 6-10 م/دقيقة | 12-20 م/دقيقة |
| الإخراج اليومي (لوحة 4 مم) | 800-1200 متر مربع | 2000-4000 متر مربع | 5000-8000 متر مربع |
| قطر المسمار الطارد | 90-120 ملم | 120-150 ملم | 150-200 ملم |
| نطاق سمك اللوحة | 3-4 ملم | 3-6 ملم | 2-8 ملم |
| أpproximate Line Length | 25-35 م | 40-60 م | 70-100 م |
سرعة الإنتاج ليست دائمًا هدف التحسين الصحيح. من الصعب الحفاظ على تحمل تسطيح اللوحة - الذي يتم تحديده عادةً بـ .51.5 مم القوس لكل 1000 مم طول اللوحة للألواح المعمارية - عند السرعات الأعلى لأن نوافذ التصفيح والتبريد تكون مضغوطة. تتطلب الخطوط عالية السرعة تحكمًا أكثر تطورًا في التوتر وقدرة تبريد لتلبية مواصفات التسطيح.
صياغة PE الأساسية وتأثيرها على خصائص اللوحة
إن مركب البولي إيثيلين الأساسي ليس مجرد كريات LDPE بكر. تختلف التركيبة بشكل كبير اعتمادًا على التطبيق المقصود للوحة، ويحدد المركب بشكل مباشر أداء الحريق والصلابة والتكلفة.
| النوع الأساسي | تكوين | تصنيف النار | الاستخدام الأساسي |
|---|---|---|---|
| معيار بي | ~95% البولي إثيلين المنخفض الكثافة | ب3/ قابل للاحتراق | اللافتات، الداخلية، منخفضة الارتفاع |
| FR PE (مثبط الحريق) | LDPE أTH/MDH fillers (30–50%) | ب2/ قابلية احتراق محدودة | واجهات تجارية ارتفاعها 30م |
| مملوء بالمعادن FR | LDPE 60-70% حشو معدني | ب1/ مثبطات اللهب | المباني العامة الشاهقة |
| غير قابل للاحتراق (A2) | قلب معدني (بدون رابط بوليمر) | أ2 / Non-combustible | مستشفيات، مطارات، واجهات >30م |
لاحظ أن الألواح المصنفة A2 تستخدم نواة مملوءة بالمعادن ولا تتم معالجتها بنفس طريقة معالجة النوى المعتمدة على PE. عادةً لا يستطيع خط إنتاج PE ACP القياسي معالجة النوى A2 بدون تعديلات على الطارد والقالب للتعامل مع تحميل الحشو الأعلى بكثير والانسيابية المختلفة. إذا كانت خريطة طريق منتجك تشتمل على لوحات A2، فحدد عزم دوران الطارد ومعدلات ضغط القالب وفقًا لذلك في وقت شراء الخط - التعديل التحديثي مكلف.
أTH (aluminum trihydrate) is the most common FR additive for B2-grade PE cores. It releases water vapor when heated, suppressing flame spread. Loading levels of 40–50% by weight achieve B2 performance but significantly increase melt viscosity, requiring higher extrusion pressures and often a larger-diameter screw.
نقاط مراقبة الجودة الحرجة على طول الخط
تكون مراقبة الجودة في إنتاج PE ACP أكثر فاعلية عندما تكتشف أجهزة الاستشعار المضمنة الانحرافات في الوقت الفعلي، قبل أن يتراكم المنتج المعيب. نقاط التحكم التالية هي المكان الذي يركز فيه المشغلون ذوو الخبرة والأنظمة الآلية اهتمامهم:
التوحيد سمك الأساسية
يؤدي اختلاف سمك القلب عبر عرض اللوحة إلى تمدد حراري تفاضلي أثناء الخدمة، مما يؤدي إلى قوس اللوحة. أنظمة قياس بيتا أو الأشعة السينية يتم تركيبها بعد أن توفر بكرات التصفيح تعليقات مستمرة للسمك عبر نقاط قياس متعددة. يبلغ التسامح المستهدف للسمك الأساسي في لوحة مقاس 4 مم عادةً ±0.15 مم أو أفضل.
اختبار قوة التقشير
يتم اختبار قوة التقشير بشكل مدمر على عينات مقطوعة مأخوذة في بداية كل عملية إنتاج وبشكل دوري طوال الوقت. تقيس أداة اختبار التقشير T أو 90 درجة القوة المطلوبة لفصل جلد الألومنيوم عن قلب PE. تشير قوة التقشير الثابتة التي تقل عن 120 نيوتن/25 ملم إلى وجود مشكلة في المعالجة المسبقة أو درجة حرارة التصفيح ويجب إيقاف التشغيل للتحقيق فيه.
التسطيح السطحي والقوس
يتم فحص الألواح النهائية بحثًا عن القوس باستخدام مقياس التسطيح أو الليزر. تشمل مصادر الانحناء ضغط الأسطوانة غير المتساوي، أو التبريد غير المتماثل (تبريد طبقة واحدة بشكل أسرع من الأخرى)، أو الإجهاد المتبقي في ملف الألومنيوم من عملية التدحرج. تعتبر مطابقة التوتر في كل من تغذية الملف وضمان التبريد المتماثل عبر المقطع العرضي للوحة هي الإجراءات التصحيحية الأساسية.
فحص عيوب السطح
يتم اكتشاف العيوب السطحية - الخدوش أو الحفر أو علامات الأسطوانة أو شوائب التلوث - بواسطة نظام فحص الكاميرا المضمنة أو بواسطة مشغلين مدربين يقومون بفحص اللوحات بصريًا تحت ضوء الجرف. تشير علامات الأسطوانة إلى الحطام الموجود على بكرات التصفيح وتتطلب إيقافًا فوريًا لتنظيف الأسطوانة. يشير التلوث السطحي في مصهور PE عادة إلى التلوث في كريات المواد الأولية.
عيوب الإنتاج الشائعة وأسبابها الجذرية
يتيح فهم العلاقة بين ظروف العملية وأنواع العيوب استكشاف الأخطاء وإصلاحها بشكل أسرع وتقليل معدلات الخردة. تمثل العيوب التالية غالبية حالات رفض الإنتاج على خطوط PE ACP:
- التصفيح (فصل الجلد): ناتج عن عدم كفاية وزن الطبقة التمهيدية، أو سطح الألومنيوم الملوث، أو درجة حرارة أسطوانة التصفيح منخفضة للغاية، أو تجاوز سرعة الخط لنافذة الربط الحراري
- قوس اللوحة (طولي أو عرضي): ضغط تصفيح غير متساوٍ عبر العرض، أو تبريد غير متماثل، أو توتر ملف غير متطابق بين مغذيات الألومنيوم العلوية والسفلية
- اختلاف سمك الأساسية: تقلب إخراج الطارد، أو انسداد شفة القالب، أو إعداد نسبة السحب غير الصحيحة
- التموج السطحي: التباين المفرط في ضغط أسطوانة التصفيح، أو درجة حرارة الذوبان غير المنتظمة عبر عرض القالب، أو تآكل سطح الأسطوانة
- بقع هلامية أو شوائب في قلب PE: مادة خام PE ملوثة أو متدهورة، أو عدم كفاية التطهير بين تغييرات المواد، أو النقاط الساخنة في برميل الطارد
- تصفيح الحواف فقط: تقليم الحواف غير كافٍ، أو التمهيدي غير الكافي عند حواف الملف، أو انخفاض ضغط الأسطوانة عند حواف اللوحة بسبب عدم تطابق تاج الأسطوانة
يعد تصفيح الحواف أمرًا شائعًا بشكل خاص على الألواح الأوسع التي يزيد سمكها عن 1400 مم لأن الحفاظ على ضغط موحد عبر الأسطوانة العريضة يتطلب طحنًا وتركيبًا دقيقًا للأسطوانة. يعد هذا عامل تمييز رئيسيًا للجودة بين خطوط الإنتاج عالية الدقة وخطوط الإنتاج ذات الميزانية المحدودة.
خيارات تكوين الخط والتخصيص
خطوط إنتاج PE ACP ليست منتجات قياسية جاهزة للاستخدام. يقوم الموردون بتكوين الخطوط وفقًا لمواصفات العملاء، وتقوم العديد من الوحدات الاختيارية بتوسيع نطاق المنتج الذي يمكن للخط إنتاجه بشكل كبير.
محطة طلاء مضمنة
تتضمن بعض الخطوط محطة طلاء PVDF أو بوليستر مضمنة تقوم بتطبيق طلاء السطح الزخرفي أو الواقي على الوجه الخارجي لجلد الألومنيوم داخل نفس ممر الخط. وهذا يلغي الحاجة إلى مصدر لفائف مطلية مسبقًا، مما يمكن أن يقلل من مرونة تكلفة المواد. ومع ذلك، يضيف الطلاء المضمن طولًا كبيرًا للخط (عادةً 15-20 مترًا إضافيًا) ويتطلب تكامل فرن المعالجة.
تطبيق فيلم الحماية
أn inline protective PE film laminator applies a peel-off protective film to the panel face immediately after the cutting station. This is standard for architectural-grade panels shipped to fabricators, where surface protection during handling and routing is essential.
البثق المشترك للنوى متعددة الطبقات
تستخدم الخطوط ذات المواصفات الأعلى قالب بثق مشترك مع اثنين من الطاردات التي تغذي مواد مختلفة في بنية أساسية ذات طبقات - على سبيل المثال، مركز LDPE قياسي مع طبقات جلد HDPE ذات قوة ذوبان أعلى على جانبي القلب لتحسين الالتصاق بين الطبقات. يؤدي هذا التكوين إلى زيادة تكلفة المعدات ولكنه يسمح بأداء إطلاق النار B2 عند تحميل حشو ATH منخفض، مما يؤدي إلى تحسين إمكانية المعالجة.
العوامل التي تؤثر على التكلفة الإجمالية للملكية
سعر شراء خط إنتاج PE ACP هو التكلفة الأولى فقط. تعتمد اقتصاديات التشغيل على مدى عمر الماكينة من 10 إلى 15 عامًا بشكل كبير على استهلاك الطاقة، وتكاليف المواد الاستهلاكية، ومعدل الخردة، وفترات الصيانة.
- استهلاك الطاقة: أ mid-range line typically draws 150–300 kW total installed power. Extruder motor efficiency and zone heater insulation quality significantly affect running energy costs at high production volumes.
- صيانة الأسطوانة: تتطلب بكرات التصفيح إعادة طحن دورية للحفاظ على تشطيب السطح وتجانس الضغط. تدوم البكرات المطلية بالكروم لفترة أطول بكثير من الفولاذ غير المطلي. تكلف مجموعات الأسطوانات البديلة لخط 1575 ملم ما بين 15000 إلى 40000 دولار حسب المواصفات.
- معدل الخردة: لا يمكن تجنب خردة بدء تشغيل الخط وتغيير الدرجة، ولكن الخط المصمم جيدًا مع التحكم في درجة الحرارة سريع الاستجابة وإدارة التوتر يمكن أن يقلل خردة بدء التشغيل إلى أقل من 2% من الإنتاج اليومي. قد تؤدي الخطوط المصممة بشكل سيء إلى إهدار 5-8%.
- صيانة القالب: تتطلب قوالب البثق تنظيفًا دوريًا لإزالة مادة PE المتفحمة والتلوث من شفاه القالب. يؤثر تصميم المشعب الداخلي على عدد مرات التنظيف المطلوبة - تصميمات مشعب شماعات الملابس تنظف ذاتيًا بشكل أفضل من تصميمات مشعب T في ظل التشغيل العادي.
- توفر قطع الغيار: يعد القرب من شبكة خدمة مورد الماكينة وتوافر قطع الغيار المستهلكة محليًا من الاعتبارات العملية التي تؤثر على تكلفة التوقف غير المخطط له أكثر من أي مواصفات فردية للمعدات.
بالنسبة لمصنع ينتج 3000 متر مربع يوميًا بكامل طاقته، فحتى التحسن بنسبة 1% في الإنتاجية يترجم إلى ما يقرب من 30 مترًا مربعًا من المنتجات الإضافية القابلة للبيع يوميًا - فرق اقتصادي كبير على نطاق واسع عند تقييمه مقابل التكلفة الرأسمالية للآلة.
اختيار خط إنتاج PE ACP المناسب لعمليتك
قبل التواصل مع الموردين، حدد هذه المعلمات بوضوح - فهي تحدد فئة الماكينة المناسبة وتمنع الإفراط في المواصفات أو التقليل منها:
- مزيج المنتج المستهدف: هل ستنتج نواة PE قياسية فقط، أم أنك بحاجة إلى قدرة FR أو A2؟ يؤدي هذا إلى تحديد حجم الطارد ومتطلبات ضغط القالب.
- نطاق عرض اللوحة: حدد اللوحة الأوسع التي تنوي إنتاجها. يعد استخدام الأدوات اللازمة للوحات الأوسع خطوة كبيرة من حيث التكلفة - فلا تبالغ في تحديد ما إذا كان السوق الخاص بك لا يتطلب ذلك.
- أnnual production volume: قم بحساب المتر المربع المطلوب سنويًا بناءً على توقعات السوق، ثم قم بالعودة إلى الإنتاج اليومي المطلوب، ثم إلى الحد الأدنى لسرعة الخط. أضف 20-25٪ من الارتفاع للنمو.
- وضع الجودة في السوق: تتمتع اللافتات والألواح الداخلية بتفاوتات أقل من الكسوة المعمارية. الخط المخصص للدرجة المعمارية سوف ينتج لوحات من فئة اللافتات، ولكن ليس العكس.
- إمدادات الطاقة وبصمة المصنع: تأكد من توفر الإمداد الكهربائي ومساحة الأرضية وارتفاع السقف. يمكن أن تتطلب الخطوط عالية السعة مساحة أرضية تبلغ 70 مترًا وإمدادات كهربائية تتراوح بين 400 إلى 500 كيلووات.
اطلب شروط اختبار قبول المصنع (FAT) في عقد التوريد، مع تحديد الحد الأدنى لقوة التقشير، وتحمل التسطيح، وسرعة الإنتاج عند الإنتاج المقدر. أ supplier confident in their line's performance will accept FAT conditions; reluctance to accept measurable acceptance criteria is itself a meaningful signal about machine quality.
المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
