 简体中文
简体中文 English
English عربى
عربى
خط إنتاج التصفيح: التقنيات والإعداد والأداء
محتوى
- 1 خط إنتاج التصفيح هو نظام التصنيع الأساسي لأي صناعة تربط طبقتين أو أكثر من طبقات المواد معًا على نطاق واسع
- 2 تقنيات التصفيح الأساسية المستخدمة في خطوط الإنتاج
- 3 الأقسام الرئيسية لخط إنتاج الترقق
- 4 تكوينات خط إنتاج التصفيح حسب الصناعة
- 5 مقاييس الأداء الرئيسية لخط إنتاج التصفيح
- 6 العيوب الشائعة في إنتاج التصفيح وأسبابها الجذرية
- 7 أutomation and Control Systems in Modern Laminating Lines
- 8 الاعتبارات البيئية والتنظيمية لخطوط إنتاج الترقق
- 9 تخطيط وتحديد استثمار خط إنتاج التغليف
خط إنتاج التصفيح هو نظام التصنيع الأساسي لأي صناعة تربط طبقتين أو أكثر من طبقات المواد معًا على نطاق واسع
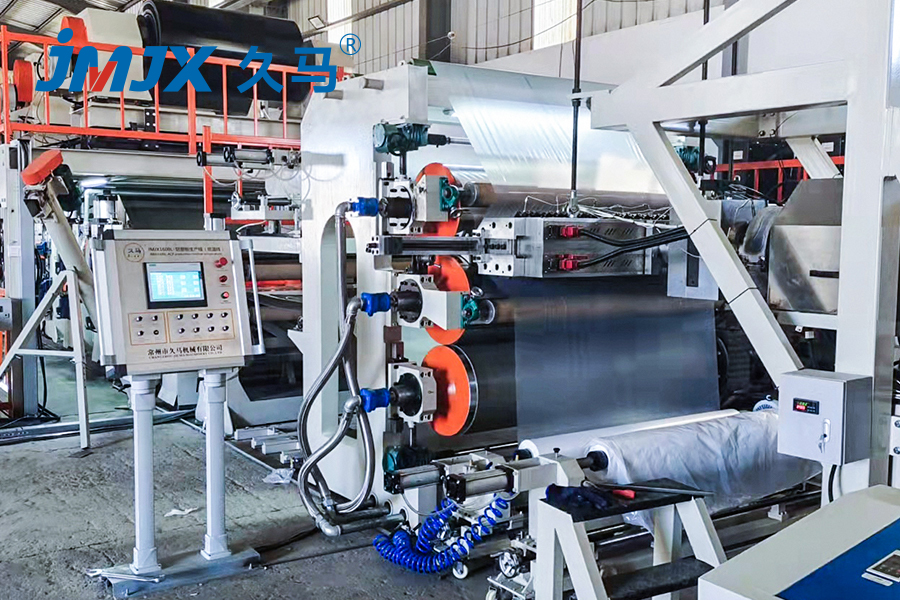
أ خط إنتاج الترقق عبارة عن سلسلة متكاملة من الآلات التي تربط بشكل مستمر طبقتين أو أكثر من طبقات الركيزة - الورق، أو الفيلم، أو الرقائق، أو القماش، أو الرغوة، أو الألواح، أو مجموعات منها - في مادة مركبة موحدة. خطوط التصفيح هي العمود الفقري لتصنيع التغليف المرن، والألواح الزخرفية، والأرضيات، والسيارات الداخلية، والإلكترونيات، وصناعات مواد البناء ، تنتج كل شيء بدءًا من الأفلام العازلة الآمنة للطعام وحتى أغلفة الأثاث البلاستيكية ذات التأثير الحجري، ومن الألواح العازلة العاكسة إلى التغليف الطبي متعدد الطبقات.
إن تكوين خط إنتاج التصفيح — تقنية الربط المستخدمة، وعدد محطات التصفيح، ونظام معالجة الركيزة، ومعدات التشطيب النهائية — يحدد المنتجات التي يمكن تصنيعها، وبأي جودة، وبأي سرعة إخراج. يعمل الخط المُحسّن للتصفيح اللاصق القائم على المذيبات لأغشية التغليف المرنة على مبادئ مختلفة بشكل أساسي عن خط التصفيح الحراري لورق الديكور أو خط الذوبان الساخن PUR لكسوة أبواب السيارات. يعد الحصول على مواصفات الخط الصحيحة للمنتج المستهدف وحجم الإنتاج هو القرار الأكثر أهمية في الاستثمار في مصنع التصفيح.
تقنيات التصفيح الأساسية المستخدمة في خطوط الإنتاج
تحدد طريقة الربط في قلب أي خط تصفيح قوة الالتصاق التي يمكن تحقيقها، والركائز التي يمكن معالجتها، وسرعة الخط، ومتطلبات العملية من المذيبات والطاقة. تحتوي كل تقنية على مجموعة محددة من التطبيقات التي تحقق فيها أفضل أداء.
التصفيح اللاصق القائم على المذيبات
يستخدم التصفيح المعتمد على المذيبات مادة لاصقة من البولي يوريثين مكونة من عنصرين مذابة في مذيب عضوي (عادة أسيتات الإيثيل أو MEK) يتم تطبيقها على ركيزة واحدة عن طريق الحفر أو طلاء شريط الفاصلة، وتجفيفها في فرن نفقي ساخن لتبخير المذيب، ثم يتم وضعها على الركيزة الثانية تحت ضغط ودرجة حرارة يمكن التحكم فيها. يتم تحقيق قوة الرابطة البالغة 3-6 نيوتن / 15 ملم بشكل روتيني ، مع استمرار تطوير الروابط خلال فترة معالجة ما بعد التصفيح من 24 إلى 72 ساعة عند درجة حرارة 40 إلى 50 درجة مئوية. يهيمن التصفيح المعتمد على المذيبات على إنتاج عبوات المواد الغذائية المرنة حيث تكون قوة الارتباط العالية والمقاومة الكيميائية وسلامة الحاجز مطلوبة عبر الهياكل متعددة الطبقات بما في ذلك مجموعات PET/AL/PE وOPP/CPP. سرعات الخط 200-400 متر في الدقيقة هي المعيار في مرافق التعبئة والتغليف المرنة كبيرة الحجم.
التصفيح اللاصق المنقول بالماء (المائي).
يستبدل التصفيح المنقول بالماء المذيبات العضوية بالماء باعتباره الناقل اللاصق، مما يقلل بشكل كبير من انبعاثات المركبات العضوية المتطايرة (VOC) ويزيل البنية التحتية لاستعادة المذيبات أو التخفيف المطلوبة في الخطوط القائمة على المذيبات. يتم تطبيق المادة اللاصقة - عادة مستحلب أكريليك أو PVA - وتجفيفها في قسم فرن أطول أو أكثر سخونة، ثم يتم قصها. تعمل الخطوط المنقولة بالمياه عادةً بسرعة 80-180 مترًا في الدقيقة - أبطأ من خطوط المذيبات بسبب ارتفاع الحرارة الكامنة لتبخر الماء مقارنة بالمذيبات - وتحقق قوة روابط أقل إلى حد ما، مما يجعلها أكثر ملاءمة لتطبيقات الورق على الورق، والورق على الورق، والأفلام الزخرفية بدلاً من التغليف المرن المطلوب. يؤدي الضغط التنظيمي على انبعاثات المركبات العضوية المتطايرة في الاتحاد الأوروبي والصين إلى دفع استثمارات كبيرة في تكنولوجيا خطوط التصفيح المنقولة بالماء.
التصفيح بالذوبان الساخن والتصفيح PUR
يستخدم التصفيح بالذوبان الساخن مواد لاصقة لدنة بالحرارة - EVA (أسيتات فينيل الإيثيلين)، أو البولي أوليفين، أو PUR التفاعلي (البولي يوريثين التفاعلي) - يتم تطبيقها في شكل منصهر عند درجات حرارة تتراوح بين 120-180 درجة مئوية، والتي تبرد وتتصلب عند ملامستها للركيزة لتكوين رابطة فورية. تعالج المواد اللاصقة المذوبة بالحرارة PUR بشكل أكبر من خلال تشابك الرطوبة بعد التطبيق، مما ينتج قوة ترابط ومقاومة للحرارة أعلى بكثير من المواد اللاصقة المذوبة الساخنة التقليدية المصنوعة من مادة EVA. تحقق خطوط التصفيح PUR قوة تقشير تتجاوز 8 N/15mm ومقاومة لدرجة حرارة الخدمة تصل إلى 100 درجة مئوية أو أكثر - مستويات الأداء المطلوبة للزينة الداخلية للسيارات والأحذية والتصفيح الفني للمنسوجات. خطوط الذوبان الساخن خالية من المذيبات ولا تنتج أي انبعاثات من المركبات العضوية المتطايرة، مما يسهل الامتثال البيئي. تختلف سرعات الخطوط على نطاق واسع: 20-80 مترًا في الدقيقة لتطبيقات فتحة PUR أو تطبيقات الطبقة الملفوفة، وتصل إلى 150 مترًا في الدقيقة لطلاء ستائر EVA على الورق والكرتون.
التصفيح والطلاء بالبثق
تقوم خطوط تصفيح البثق بإذابة راتنجات اللدائن الحرارية (PE أو PP أو المتماثرات الشاردة أو EVOH) في آلة بثق لولبية وبثق ستارة رقيقة منصهرة مباشرة على ركيزة متحركة، وفي الوقت نفسه يتم ربط الركيزة الثانية في لفة ارتشف ضد الطبقة المبثوقة حديثًا. ينتج عن ذلك مواد مركبة متعددة الطبقات مع طبقة بلاستيكية متكاملة - يتم تصنيع الأوراق المطلية بدرجة التغليف، وشرائح الرقائق، والألواح السائلة المستخدمة في علب المشروبات الكرتونية (مثل بنية Tetra Pak) بهذه الطريقة. تعمل خطوط تصفيح البثق بسرعة 150-500 متر في الدقيقة وتطبيق طبقات رقيقة يصل سمكها إلى 10-15 جم/م2، مما يجعلها ذات كفاءة عالية في استخدام المواد عند أحجام الإنتاج العالية. التكلفة الرأسمالية أعلى من خطوط التصفيح اللاصقة بسبب جهاز البثق والقالب والمعدات المرتبطة بها.
تصفيح الفيلم الحراري / المنشط بالحرارة
تربط خطوط التصفيح الحراري الفيلم المطلي مسبقًا (عادةً BOPP أو PET أو النايلون مع طبقة لاصقة منشطة بالحرارة مطبقة بالفعل) على ركائز الورق أو الألواح عن طريق تمرير كليهما عبر بكرات ساخنة تحت الضغط - لا يتم وضع مادة لاصقة سائلة على الخط. هذه هي التكنولوجيا السائدة ل الفنون الرسومية والتصفيح النهائي للطباعة — الفيلم اللامع أو غير اللامع المطبق على أغلفة الكتب وعلب التغليف الكرتونية والمواد التسويقية المطبوعة. تتميز خطوط التصفيح الحراري بأنها مدمجة ونظيفة وسريعة (80-200 متر في الدقيقة لتكوينات اللف إلى اللفة)، ولا تتطلب معالجة بالمذيبات أو تجفيفًا ممتدًا. وهي غير مناسبة للركائز التي لا يمكنها تحمل درجة حرارة التصفيح (عادة 80-130 درجة مئوية).
الأقسام الرئيسية لخط إنتاج الترقق
بغض النظر عن تقنية الربط المستخدمة، فإن كل خط إنتاج تصفيح مستمر يشترك في تسلسل مشترك من الأقسام الوظيفية التي تأخذ لفات الركيزة الخام وتسلم المواد المغلفة النهائية إلى الخارج. يوضح فهم دور كل قسم كيف يؤثر تصميم الخط العام على جودة المخرجات والإنتاجية.
استرخاء المحطات ومعالجة الركيزة
تقوم محطات الفك بتغذية لفات الركيزة الخام إلى الخط عند شد متحكم فيه. تسمح أنظمة الفك المزدوج (الوصلة الطائرة) بتغييرات اللفة دون إيقاف الخط - يتم تجهيز اللفة الجديدة مسبقًا، وتقوم أداة الربط الأوتوماتيكية بربط ذيل اللفة المنهكة بقائد اللفة الجديدة بسرعة الخط الكاملة، مما يؤدي إلى تقليل وقت توقف الإنتاج. يعد التحكم في التوتر عبر عملية التفكيك أمرًا بالغ الأهمية: فالتوتر القليل جدًا يسبب تجاعيد الركيزة وأخطاء التسجيل؛ يؤدي الإفراط في ذلك إلى تمدد الفيلم، وهو ما يمثل مشكلة خاصة مع الركائز المرنة مثل PE أو PVC الناعم. تحافظ اللفات الراقصة، وردود فعل خلية التحميل، وأجهزة التحكم في شد الحلقة المغلقة على شد الويب في حدود ±1–2% من نقطة الضبط عبر اختلافات السرعة.
قسم المعالجة المسبقة (الكورونا أو اللهب أو البلازما)
تتمتع العديد من ركائز الأفلام - وخاصة البولي أوليفينات مثل PE وPP وOPP - بطاقة سطحية منخفضة بطبيعتها مما يمنع ترطيب المادة اللاصقة وترابطها. تعمل المعالجة المسبقة على رفع طاقة سطح الركيزة قبل تطبيق المادة اللاصقة. تعد معالجة الإكليل هي الطريقة الأكثر استخدامًا، حيث تعرض سطح الفيلم لتفريغ كهربائي عالي التردد يؤدي إلى أكسدة السطح ورفع الطاقة السطحية من 30-32 ملي نيوتن / م إلى 38-44 ملي نيوتن / م - كافية لترطيب المادة اللاصقة بشكل موثوق. تحقق معالجة اللهب ومعالجة بلازما الغلاف الجوي نتائج مماثلة، حيث توفر البلازما تجانسًا أكبر لملامح السطح المعقدة. تتضاءل الطاقة السطحية بمرور الوقت بعد المعالجة، لذلك يتم دائمًا وضع المعالجة المسبقة مباشرة أعلى محطة الطلاء اللاصق.
أdhesive Application Station
تطبق محطة الطلاء اللاصق طبقة دقيقة وموحدة من المادة اللاصقة على إحدى الركائز أو كلتيهما بوزن طبقة يمكن التحكم فيه (gsm). تختلف طريقة الطلاء حسب نوع المادة اللاصقة واللزوجة:
- طلاء الحفر: أn engraved cylinder picks up adhesive from a trough and transfers it to the substrate. Coat weights from 1–15 gsm are achievable with high uniformity. Standard for solvent and waterborne adhesives in flexible packaging.
- شريط الفاصلة / طلاء السكين فوق اللفة: أ fixed blade meters adhesive to a precise gap above the substrate surface. Suitable for medium-to-high viscosity waterborne and hot-melt adhesives. Coat weights of 5–40 gsm.
- طلاء بفتحة القالب (شفة القالب): أdhesive is pumped under pressure through a precision slot die directly onto the substrate — no contact between die and substrate. Produces very uniform coat weight across the web width with minimal waste. Preferred for PUR hot-melt and high-precision applications.
- طلاء الستار: أ free-falling adhesive curtain deposits onto a moving substrate — the substrate passes beneath without contacting the coating head. Very high speed (up to 800 m/min in paper coating) with excellent uniformity at coat weights of 5–30 gsm.
فرن التجفيف والمعالجة
بالنسبة لأنظمة المواد اللاصقة المذيبة والمحمولة بالماء، تمر الركيزة المطلية عبر فرن نفقي مُسخن قبل التصفيح لتبخير المادة الحاملة (المذيب أو الماء) وإحضار المادة اللاصقة إلى درجة حرارة التنشيط. يجب أن يكون طول الفرن، وسرعة تدفق الهواء، ودرجة حرارة الهواء، وسرعة الويب متوازنة بدقة لضمان تبخر الناقل الكامل دون الإفراط في تسخين الركيزة. تحمل المادة اللاصقة غير المجففة المذيبات المتبقية إلى الصفائح، مما يؤثر على قوة الرابطة ويحتمل أن يترك شوائب المذيبات في التطبيقات الملامسة للأغذية. قد يصل طول أقسام الفرن الموجودة على خطوط التعبئة المرنة عالية السرعة إلى 15-30 مترًا مع مناطق تسخين متعددة يتم التحكم فيها بشكل مستقل.
عملية التصفيح (منطقة الترابط)
إن عملية التصفيح - زوج من لفات الضغط ذات الدوران المعاكس - هي المكان الذي يتم فيه تجميع شبكتي الركيزة معًا وربطهما تحت ضغط ودرجة حرارة يمكن التحكم فيهما. يعد ضغط الارتشاح، ودرجة حرارة الارتشاح، وتوتر الويب هي متغيرات العملية الأساسية الثلاثة التي تتحكم في جودة الرابطة في هذه المرحلة. تتراوح ضغوط الضغط في خطوط التصفيح الصناعية عادة من 2 إلى 8 بار يتم تطبيقه عن طريق المحركات الهوائية أو الهيدروليكية. يتم اختيار مواد اللفافة — الفولاذ، أو المغطاة بالمطاط، أو السيليكون — بناءً على تركيبة الركيزة والمواد اللاصقة لضمان توزيع الضغط بشكل موحد عبر عرض الشبكة بالكامل.
قسم التبريد
مباشرة بعد عملية التصفيح، يجب تبريد المركب المرتبط إلى ما دون نقطة تليين المادة اللاصقة قبل أن يلامس أي شيء يمكن أن يضع علامة على السطح أو يشوهه. لفات التبريد - أسطوانات فولاذية مبردة بالماء داخليًا - تتصل بالصفائح وتستخرج الحرارة بسرعة ، وبذلك يرتفع المركب من درجة حرارة التصفيح (والتي قد تكون 80-130 درجة مئوية في التصفيح الحراري أو 120-160 درجة مئوية في خطوط الذوبان الساخن) إلى أقل من 30 درجة مئوية خلال 2-4 ثوانٍ من السفر عبر الويب. يؤدي التبريد غير الكافي إلى انسداد اللفة (التصاق الطبقات معًا في اللفة النهائية) وعيوب السطح.
الترجيع والحز
يتم لف الصفائح النهائية على مغزل الترجيع عند شد متحكم فيه لإنتاج لفة ذات كثافة ثابتة وبدون تصغير أو تلف الحافة. تشتمل العديد من خطوط التصفيح على وحدة التقطيع والترجيع المدمجة التي تقطع اللفة الرئيسية ذات العرض الكامل إلى لفات مشقوقة أضيق ذات عروض محددة من قبل العميل في تمريرة واحدة - مما يلغي الحاجة إلى عملية تقطيع منفصلة ويقلل من المعالجة. قد يصل عرض اللفات الرئيسية ذات العرض الكامل على خطوط التصفيح الصناعية إلى 1000-2000 ملم ، يتم تقطيعها إلى عرض نهائي يتراوح بين 100-600 مم حسب متطلبات الاستخدام النهائي.
تكوينات خط إنتاج التصفيح حسب الصناعة
يختلف تكوين خط التصفيح - مجموعة التقنيات وعدد المحطات وأنواع الركيزة التي يتم التعامل معها والمعدات النهائية - بشكل كبير حسب الصناعة المستهدفة ونوع المنتج.
| الصناعة | تكنولوجيا التصفيح النموذجية | الركائز الرئيسية | سرعة الخط النموذجية | متطلبات الأداء الحرجة |
|---|---|---|---|---|
| تغليف المواد الغذائية المرنة | على أساس المذيبات، البثق | PET، OPP، AL احباط، CPP، PE | 200-400 م/دقيقة | سلامة الحاجز، وقوة الروابط، وسلامة الأغذية |
| لوحات زخرفية / أثاث | مكبس منقول بالماء، ذوبان ساخن، ذو سرير مسطح | فيلم PVC، ورق زخرفي، MDF، PB | 15-80 م/دقيقة | توحيد السطح، اتساق اللمعان/الملمس |
| أutomotive Interior Trim | PUR ذوبان ساخن، تصفيح باللهب | الجلود / بو الجلود، رغوة، محبوكة | 10-40 م/دقيقة | مقاومة الحرارة، قوة التقشير، اللمس |
| الأرضيات (LVT / SPC) | تصفيح التقويم، الضغط الساخن | قاعدة PVC، طبقة زخرفية، طبقة تآكل | 5-20 م/دقيقة (لوحة) | أbrasion resistance, dimensional stability |
| الفنون الجرافيكية / تشطيب الطباعة | التصفيح الحراري للفيلم | فيلم BOPP، ورق مصقول، لوح | 80-200 م/دقيقة | الوضوح البصري، والانتهاء من السطح، ومكافحة الحجب |
| التعبئة والتغليف الطبية / الصيدلانية | ذو أساس مذيب، ينقل بالماء | تايفك، AL فويل، PET، PE من الدرجة الطبية | 50-150 م/دقيقة | حاجز معقم، أداء قابل للتقشير، إمكانية التتبع |
| البناء / العزل | تذوب الساخنة، التصفيح اللهب، البثق | احباط، فيلم عاكس، رغوة، محبوكة | 20-80 م/دقيقة | الأداء الحراري، مقاومة الرطوبة، المتانة |
مقاييس الأداء الرئيسية لخط إنتاج التصفيح
يتطلب تقييم أداء خط التغليف - سواء في مجال المشتريات أو التشغيل أو إدارة الإنتاج المستمر - تتبع مجموعة محددة من المقاييس التي تعكس كلاً من كمية الإنتاج وجودة الإنتاج.
فعالية المعدات الشاملة (OEE)
يعد OEE هو المقياس التلخيصي الأكثر أهمية لأي خط إنتاج. فهو يجمع بين ثلاثة عوامل: التوفر (ما هي نسبة وقت الإنتاج المجدول الذي يعمل فيه الخط فعليًا)، والأداء (ما هي نسبة السرعة القصوى المقدرة التي يحققها الخط عند التشغيل)، والجودة (ما هي نسبة الإنتاج التي تلبي المواصفات). تعتبر OEE ذات المستوى العالمي لخط التصفيح المستمر بشكل عام 75-85% ; تعمل العديد من الخطوط عمليًا بمعدل 55-65% من OEE، وتُعزى الفجوة إلى حد كبير إلى فترات التوقف غير المخطط لها وفقدان السرعة أثناء تغييرات الركيزة والإعداد. إن تحسين OEE بمقدار 10 نقاط مئوية على خط يعمل 6,000 ساعة سنويًا بسرعة 150 م/دقيقة وعرض شبكة يبلغ 1.5 متر يمثل حوالي 1,350 طنًا إضافيًا من الإنتاج القابل للبيع سنويًا.
قوة السندات وقوة التقشير
قوة الرابطة - التي يتم قياسها كقوة التقشير لكل وحدة عرض (N/15 مم أو N/25 مم) باستخدام آلة اختبار الشد - هي مقياس الجودة الأساسي للمركب الرقائقي. يتم إجراء الاختبار عادةً عند 180 درجة أو هندسة T-peel وفقًا لمعيار ASTM F88 أو EN ISO 11339، مع وضع الفشل (فشل المادة اللاصقة في خط الرابطة مقابل فشل التماسك داخل الركيزة) الذي يوفر معلومات تشخيصية حول ما إذا كان حد الفشل موجودًا في كيمياء المادة اللاصقة أو مادة الركيزة. مراقبة قوة الروابط داخل الخط باستخدام مستشعرات قوة التقشير في محطة اللف توفر تغذية راجعة في الوقت الفعلي أثناء الإنتاج؛ يعد الاختبار دون الاتصال بالإنترنت على فترات زمنية محددة هو الحد الأدنى لمتطلبات مراقبة الجودة.
توحيد وزن المعطف
أdhesive coat weight (gsm) must be uniform across the web width and stable over time. Non-uniform coat weight causes localised bond strength variation — areas of insufficient adhesive produce weak bonds; areas of excess adhesive can cause bleed-through, surface defects, or adhesive waste. توفر أجهزة قياس وزن الطبقة التي تعمل بالأشعة بيتا أو الأشعة تحت الحمراء القريبة (NIR) المثبتة عبر الويب رسمًا مستمرًا لوزن الطبقة دون اتصال يتيح التحكم في الحلقة المغلقة لمحطة الطلاء - وهو التحكم الأكثر دقة في وزن الطبقة المتاحة. يمكن تحقيق تباين في وزن طبقة الويب بنسبة ±5% أو أفضل على الخطوط التي يتم صيانتها جيدًا مع التحكم في الحلقة المغلقة.
معدل العيب ونسبة الخردة
تؤدي عيوب التصفيح الشائعة - الفقاعات، والتجاعيد، ومناطق التصفيح، والشرائط، وشوائب التلوث - إلى توليد خردة تقلل من الإنتاج وتزيد من تكلفة المواد لكل وحدة من الإنتاج القابل للبيع. تعمل أنظمة الفحص البصري الآلي (AOI) المزودة بكاميرات مسح الخطوط وبرامج معالجة الصور على اكتشاف العيوب بسرعة الخط الكاملة، وضع علامة على الأجزاء المعيبة لإزالتها في جهاز الترجيع دون الحاجة إلى إبطاء الخط أو توقفه . أصبحت AOI الآن قياسية في خطوط التصفيح عالية القيمة للتغليف المرن، والإلكترونيات، والتطبيقات الطبية، ويتم اعتمادها بشكل متزايد في أفلام الديكور وتصفيح الأرضيات حيث تؤثر عيوب السطح بشكل مباشر على جماليات المنتج.

العيوب الشائعة في إنتاج التصفيح وأسبابها الجذرية
يعد فهم عيوب التصفيح وأسبابها أمرًا ضروريًا لمهندسي العمليات المسؤولين عن تأهيل الخط واستكشاف الأخطاء وإصلاحها والتحسين المستمر. تنشأ معظم العيوب التي تظهر في الصفائح النهائية عند نقطة محددة في العملية ويمكن إرجاعها إلى متغير يمكن التحكم فيه.
- الفقاعات والبثور: يحدث بسبب الهواء المحصور بين ركائز الترقق عند الطرف، أو المذيبات المتبقية أو الرطوبة في الطبقة اللاصقة، أو إطلاق الغازات من الركيزة. تشمل الأسباب الجذرية عدم كفاية الضغط، أو قلة التجفيف في قسم الفرن، أو تلوث الركيزة. تشير البثور التي تظهر بعد التصفيح (تقرح متأخر) إلى وجود مذيب متبقي يستمر في التطاير بعد التصفيح — عيب أكثر خطورة يتطلب درجة حرارة الفرن أو تعديل وقت المكوث.
- حفر الأنفاق وتصفيح الحواف: يتم فصل الصفائح على طول حوافها أو تطوير فواصل مرتفعة تشبه النفق موازية لاتجاه الماكينة. يحدث بسبب عدم توازن التوتر بين الركيزتين اللتين تدخلان في الفك - إذا كانت إحدى الركيزتين أكثر استطالة من الأخرى، فسوف تسترخي بعد الترابط وتخلق ضغطًا ضاغطًا يفتح الرابطة عند الحواف. تعد مطابقة التوتر الصحيحة لكلا الشبكتين هي الإجراء الوقائي الأساسي.
- التجاعيد: تتطور التجاعيد القطرية أو ذات الاتجاه الآلي عندما يكون شد الويب منخفضًا للغاية، أو عندما لا يتم تتبع الويب مركزيًا عبر الخط، أو عندما يكون هناك حدبة (قوس) في لفة الركيزة. تعمل أنظمة توجيه الويب الدقيقة التي تستخدم أجهزة استشعار الحواف بالموجات فوق الصوتية أو البصرية ولفائف التوجيه الآلية على تصحيح موضع الويب الجانبي بشكل مستمر.
- اختلاف وزن المعطف (الخطوط): تتبع خطوط اتجاه الآلة ذات الوزن الثقيل أو الخفيف إلى أسطوانة حفر تالفة، أو قالب فتحة مسدود، أو شريط فاصلة ملوث. يشير اختلاف الاتجاه عبر الماكينة إلى ضغط غير متساوٍ أو شفرة إزالة الحبر المنحنية. تعد بروتوكولات الفحص والتنظيف المنتظم للأسطوانة هي الإجراء الوقائي الأساسي.
- الحظر في لفة: تلتصق الطبقات المصفحة ببعضها البعض في لفة الجرح، مما يجعل اللفة غير قابلة للاستخدام. يحدث بسبب عدم كفاية التبريد قبل اللف (المادة اللاصقة لا تزال لزجة في درجة حرارة الرياح)، أو توتر اللف المفرط، أو امتصاص الطبقة اللاصقة للرطوبة. تعد درجة حرارة لفة البرد وتوتر الملف من متغيرات التحكم الأساسية.
- ضعف تطوير السندات: تجتاز الصفائح اختبار قوة التقشير مباشرة بعد الإنتاج ولكنها تفشل بعد 24-72 ساعة في التخزين. يشير هذا إلى نقص الخلط أو نقص جرعة المادة المقسية في أنظمة المواد اللاصقة المكونة من مكونين - وهو فشل فادح في التحكم في العملية يتطلب التحقق من نظام خلط المواد اللاصقة ومراقبة اللزوجة المضمنة.
أutomation and Control Systems in Modern Laminating Lines
يحدد مستوى الأتمتة في خط إنتاج التصفيح بشكل مباشر اتساقه وسرعة الاستجابة لانحرافات العملية ومستوى المهارة المطلوبة لتشغيله. تدمج خطوط التصفيح الحديثة عالية الأداء عدة طبقات من تكنولوجيا التحكم التي كانت تتطلب مهندسي عمليات متخصصين لإدارتها يدويًا منذ جيل مضى.
وحدات التحكم المنطقية القابلة للبرمجة (PLC) وأنظمة HMI
طبقة التحكم الأساسية لأي خط تغليف صناعي هي نظام PLC - عادةً Siemens S7 أو Allen-Bradley أو Beckhoff - الذي يدير جميع أوامر المشغل، ومدخلات المستشعر، وأقفال الأمان، والتحكم في التسلسل في الوقت الفعلي. تقوم خطوط الترقق الحديثة بتخزين العشرات أو المئات من وصفات المنتجات في PLC ، مما يسمح للمشغل بالتبديل من مواصفات منتج إلى آخر عن طريق تحديد اسم الوصفة على شاشة HMI التي تعمل باللمس - ثم يقوم الخط تلقائيًا بتعيين كل السرعة والتوتر ودرجة الحرارة وضغط الارتشاح ومعلمات اللصق على نقاط الضبط المبرمجة الخاصة بهذا المنتج. يؤدي هذا إلى التخلص من اختلافات الإعداد اليدوي التي تسببت تاريخيًا في خسائر كبيرة في الجودة عند تغيير المنتج.
التحكم في عملية الحلقة المغلقة
يستخدم التحكم في الحلقة المغلقة ردود فعل المستشعر في الوقت الفعلي لتصحيح متغيرات العملية تلقائيًا عندما تنحرف عن نقطة الضبط - دون تدخل المشغل. تشتمل أنظمة الحلقة المغلقة الرئيسية على خط التصفيح على التحكم في التوتر (تغذية موضع لفة الراقصة لفك الفرامل أو عزم دوران المحرك)، والتحكم في وزن الغلاف (تغذية خرج مقياس NIR إلى سرعة قياس محطة الطلاء أو معدل المضخة)، والتحكم في درجة الحرارة (ردود الفعل الحرارية إلى سخانات منطقة الفرن ومبرد لفة التبريد)، وتوجيه الويب (ردود فعل مستشعر الحافة أو الخط إلى مشغل لفة التوجيه). تستجيب أنظمة الحلقة المغلقة للاضطرابات خلال أجزاء من الثانية - أسرع بكثير مما يمكن أن يتفاعل معه أي مشغل - والحفاظ على متغيرات العملية ضمن تفاوتات أكثر صرامة من التحكم اليدوي، مما يؤدي بشكل مباشر إلى تحسين اتساق المنتج وتقليل النفايات.
تكامل الصناعة 4.0 والمراقبة عن بعد
توفر الشركات الرائدة في مجال تصنيع خطوط التغليف الآن اتصال Industry 4.0 بشكل قياسي - واجهات بيانات OPC-UA التي تقوم ببث بيانات العملية في الوقت الفعلي إلى أنظمة تنفيذ التصنيع (MES)، ومنصات ERP، ولوحات معلومات التحليلات المستندة إلى السحابة. وهذا يتيح الصيانة التنبؤية استنادًا إلى بصمات الاهتزاز لللفائف ومحركات الأقراص، وتقارير الإنتاج في الوقت الفعلي دون إدخال البيانات يدويًا، والتشخيصات المتخصصة عن بُعد من قبل الشركة المصنعة للماكينة دون أن يسافر مهندس إلى الموقع. بالنسبة لعمليات التصفيح متعددة المواقع، تسمح لوحات المعلومات المركزية بمقارنة بيانات العملية والجودة عبر الخطوط والمصانع، وتحديد إعدادات أفضل الممارسات من الخطوط عالية الأداء التي يمكن نقلها إلى خطوط منخفضة الأداء.
الاعتبارات البيئية والتنظيمية لخطوط إنتاج الترقق
يؤدي إنتاج التصفيح - وخاصة التصفيح اللاصق القائم على المذيبات - إلى توليد انبعاثات المركبات العضوية المتطايرة وتدفقات نفايات المذيبات التي تخضع للوائح بيئية صارمة بشكل متزايد في معظم الأسواق. يعد فهم المشهد التنظيمي والخيارات الهندسية للامتثال جزءًا أساسيًا من التخطيط للاستثمار في خطوط التغليف.
أنظمة الحد من انبعاثات المركبات العضوية المتطايرة
يجب أن تقوم خطوط التصفيح المعتمدة على المذيبات إما باستعادة المذيب (لإعادة استخدامه أو بيعه) أو تدميره قبل انبعاثه إلى الغلاف الجوي. تعد المؤكسدات الحرارية (TO) والمؤكسدات الحرارية المتجددة (RTO) من أكثر تقنيات التخفيض انتشارًا — يتم حرق تيار الهواء المحمل بالمذيبات من فرن التجفيف عند درجة حرارة 750-850 درجة مئوية، مما يحول المركبات العضوية إلى ثاني أكسيد الكربون وماء. تستخدم RTOs قاعدة تبادل حراري سيراميكية لاستعادة 90-95% من حرارة الاحتراق لتسخين هواء العملية الوارد مسبقًا، مما يقلل من استهلاك الوقود بشكل كبير مقارنة بالمؤكسدات الحرارية البسيطة التي يتم إطلاقها مباشرة. تعمل المؤكسدات الحفزية عند درجات حرارة منخفضة (300-450 درجة مئوية) باستخدام محفز من المعادن الثمينة، وتستهلك طاقة أقل ولكنها تتطلب استبدال المحفز بشكل دوري وإدارة حذرة لتجنب التسمم بالمحفز. بالنسبة لتركيزات المذيبات العالية جدًا، يفضل اقتصاديًا استرداد المذيبات عن طريق المكثف أو امتصاص الكربون المنشط بدلاً من التدمير.
توجيهات الاتحاد الأوروبي بشأن انبعاثات المذيبات واللوائح المكافئة
في الاتحاد الأوروبي، تخضع عمليات التصفيح التي تتجاوز حدود الاستهلاك المحددة لتوجيهات الانبعاثات الصناعية (IED, 2010/75/EU)، الذي يحدد قيم الحد الأقصى لانبعاثات المركبات العضوية المتطايرة ويتطلب من المشغلين الحصول على تصريح بيئي. يجب أن تمتثل العمليات التي تستهلك أكثر من 5 أطنان من المذيبات سنويًا إما لقيم حدود الانبعاثات (عادةً 20-50 ملجم C/Nm³ في العادم) أو تنفيذ مخطط تخفيض يوضح التخفيض الإجمالي المكافئ للانبعاثات . تنطبق أطر مماثلة بموجب لوائح وكالة حماية البيئة الأمريكية (NESHAP) الخاصة بطباعة التغليف المرن وتصفيحه. تدفع هذه المتطلبات التنظيمية استثمارات رأسمالية كبيرة في تكنولوجيا التصفيح المنقولة بالماء والخالية من المذيبات حيث يسعى المشغلون إلى التخلص من تكاليف تقليل المذيبات ومخاطر الامتثال.
تقنيات التصفيح المستدامة واختيارات المواد
إلى جانب إدارة الانبعاثات، تواجه صناعة التصفيح ضغوطًا لتطوير منتجات أكثر قابلية لإعادة التدوير ومتوافقة مع متطلبات التغليف الاقتصادي الدائري. من الصعب أو من المستحيل إعادة تدوير الشرائح متعددة الطبقات التي تجمع بين مواد مختلفة (مثل رقائق PET/AL/PE) من خلال تدفقات المواد القياسية. هياكل صفائحية أحادية المادة - مركبات أفلام PE أو PP بالكامل تحافظ على أداء الحاجز مع إمكانية إعادة التدوير في تيارات البولي أوليفين - مجال نشط للتطوير في تصفيح التغليف المرن. تعد المواد اللاصقة المنقولة بالماء وأنظمة الذوبان الساخن للبولي يوريثان (PUR) التي يمكن فصلها أثناء عملية إعادة التدوير (المواد اللاصقة القابلة للتصفيح) تطورًا تكميليًا يسمح باستعادة المواد المكونة من شرائح نهاية عمرها الافتراضي.
تخطيط وتحديد استثمار خط إنتاج التغليف
يتطلب الاستثمار في خط إنتاج التغليف - سواء كان خطًا أولًا لعملية جديدة أو ترقية لمنشأة حالية - تقييمًا منظمًا لمتطلبات المنتج، وأهداف الإنتاج، وقيود الموقع، وميزانية رأس المال قبل إشراك موردي المعدات. تحدد القرارات المتخذة في هذه المرحلة قدرة الخط واقتصادياته على مدى 15-25 سنة القادمة من عمره التشغيلي.
- تحديد مجموعة المنتجات ونطاق الركيزة: حدد جميع مجموعات الركيزة، وأنواع المواد اللاصقة، وأوزان الطلاء، وعروض الصفائح، والتشطيبات السطحية التي يجب أن يتعامل معها الخط - بما في ذلك المنتجات المستقبلية المحتملة. قد يصبح الخط المصمم للمنتجات الحالية فقط قديمًا خلال 5 سنوات إذا تغيرت متطلبات السوق.
- حساب الإخراج المطلوب وسرعة الخط: يمكنك العمل من حجم الإنتاج السنوي (بالطن أو الأمتار المربعة) وساعات التشغيل المخططة لتحديد الحد الأدنى لسرعة الخط المطلوبة، مع مراعاة OEE الواقعي (وليس السرعة القصوى النظرية). حدد سرعة الخط عند 75-80% OEE بدلاً من الحد الأقصى النظري لضمان تسليم الخط للكميات المخصصة في ظل ظروف تشغيل واقعية.
- حدد تقنية التصفيح لتتوافق مع متطلبات المنتج والمتطلبات التنظيمية: إذا كانت مجموعة المنتجات تتضمن عبوات ملامسة للأغذية تتطلب قوة ربط عالية وسلامة حاجز، فمن المحتمل أن يكون التصفيح المعتمد على المذيبات أو البثق ضروريًا. إذا كانت لوائح المركبات العضوية المتطايرة أو موقع المصنع تجعل التعامل مع المذيبات غير عملي، فيجب تقييم البدائل المنصهرة بالماء أو البولي يوريثان الساخنة مقابل متطلبات الأداء.
- أssess site infrastructure requirements: تتطلب الخطوط المعتمدة على المذيبات تصنيفًا كهربائيًا مقاومًا للانفجار (ATEX في الاتحاد الأوروبي)، وتخزين المذيبات، وأنظمة التخفيف، والتهوية المتخصصة. الخطوط المصهورة على الساخن والتي تنقلها المياه لها متطلبات موقع أبسط بكثير. يمكن أن يضيف الاستثمار في البنية التحتية ما بين 20 إلى 40% إلى تكلفة خط التصفيح المعتمد على المذيبات مقارنة بتركيبة مكافئة محمولة بالماء أو مصهورة على الساخن في منشأة جديدة.
- تقييم التكلفة الإجمالية للملكية، وليس فقط تكلفة رأس المال: أ lower-cost line with higher energy consumption, more frequent maintenance requirements, and slower changeover times may have a higher total cost of ownership over a 10-year horizon than a more expensive, more automated line. Energy, adhesive waste, labour, and downtime costs should all be modelled for the expected production mix before making a final capital decision.
- طلب تجارب العملية قبل الشراء: يقوم مصنعو خطوط الترقق ذوي السمعة الطيبة بتشغيل مرافق العرض التوضيحي أو يمكنهم ترتيب تجارب عملية على الركائز التي يوفرها العملاء. إن إجراء التجارب على مجموعات المنتجات التمثيلية هو الطريقة الوحيدة الموثوقة للتحقق من أن الخط المقترح سيلبي أهداف قوة الرابطة ووزن الطبقة وسرعة الإنتاج قبل الالتزام برأس المال. تشكل نتائج التجربة أيضًا أساس معلمات العملية ومواصفات الجودة لعقد خط الإنتاج.
المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
