 简体中文
简体中文 English
English عربى
عربى
خط إنتاج PE ACP: دليل العمليات والمعدات والشراء
خط إنتاج PE ACP هو نظام تصنيع مستمر ينتج ألواح الألمنيوم المركبة من البولي إيثيلين - وهي مادة الكسوة المسطحة وخفيفة الوزن المستخدمة على نطاق واسع في واجهات المباني واللافتات والتجهيزات الداخلية. يأخذ خط PE ACP الكامل لفائف الألومنيوم والمواد الأساسية من البولي إيثيلين والأغشية اللاصقة كمدخلات ويقدم الألواح المركبة النهائية والمطلية والمقطعة كمخرجات، عادةً بسرعات تتراوح من 6 إلى 12 مترًا في الدقيقة. إذا كنت تقوم بتقييم خط للاستثمار، أو إنشاء منشأة تصنيع جديدة، أو ترقية منشأة موجودة، فإن فهم كل مرحلة من مراحل العملية، والمعدات الهامة المعنية، والمواصفات التي تفصل خطوط الإنتاج عن تلك التي بها مشاكل أمر ضروري قبل الالتزام برأس المال.
محتوى
- 1 ما هو PE ACP ولماذا يهم تصميم خط الإنتاج
- 2 عملية الإنتاج الكاملة مرحلة بعد مرحلة
- 3 مواصفات المعدات الأساسية وما تعنيه بالنسبة لجودة المخرجات
- 4 تكوينات الخط: الطلاء المضمن مقابل الألومنيوم المطلي مسبقًا
- 5 الطاقة الإنتاجية وما الذي يحدد حجم الإنتاج اليومي
- 6 نقاط مراقبة الجودة على طول الخط
- 7 استثمار رأس المال وتكاليف التشغيل واعتبارات الاسترداد
- 8 ما الذي يجب تقييمه عند مقارنة موردي خطوط PE ACP
ما هو PE ACP ولماذا يهم تصميم خط الإنتاج
يتكون PE ACP (لوح الألومنيوم المركب من البولي إيثيلين) من طبقتين من الألومنيوم - عادةً ما يتراوح سمك كل منهما من 0.21 مم إلى 0.50 مم - مرتبطين بنواة من البولي إيثيلين منخفض الكثافة الذي يشكل غالبية سمك اللوحة الإجمالي، عادةً 3 مم، 4 مم، أو 6 مم. توفر طبقة الطلاء الملفوفة على سطح الألومنيوم الخارجي لمسة نهائية زخرفية ومقاومة للطقس.
يجب أن يتحكم خط الإنتاج في الوقت نفسه في معالجة أسطح الألومنيوم، والربط اللاصق، والبثق الأساسي أو البثق المشترك، وضغط التصفيح ودرجة الحرارة، وتوحيد الطلاء، والقطع الدقيق للأبعاد - كل ذلك في مسار واحد مستمر. أي حلقة ضعيفة في هذه السلسلة تؤثر بشكل مباشر على قوة التقشير أو تحمل التسطيح أو التصاق الطلاء ، وهي الخصائص الثلاث التي يتم فحصها عن كثب في عمليات تدقيق الجودة واختبار الامتثال لقوانين البناء.
PE core هي المواصفات القياسية للتطبيقات الداخلية والكسوة للأغراض العامة. وهو يختلف عن FR (مثبط الحريق) ACP، الذي يستخدم قلبًا مملوءًا بالمعادن. غالبًا ما يمكن تكييف خط PE ACP لإنتاج الألواح الأساسية FR مع تعديلات على وحدة البثق، لكن نوعي المنتج يتطلبان معلمات عملية ومواد خام مختلفة.
عملية الإنتاج الكاملة مرحلة بعد مرحلة
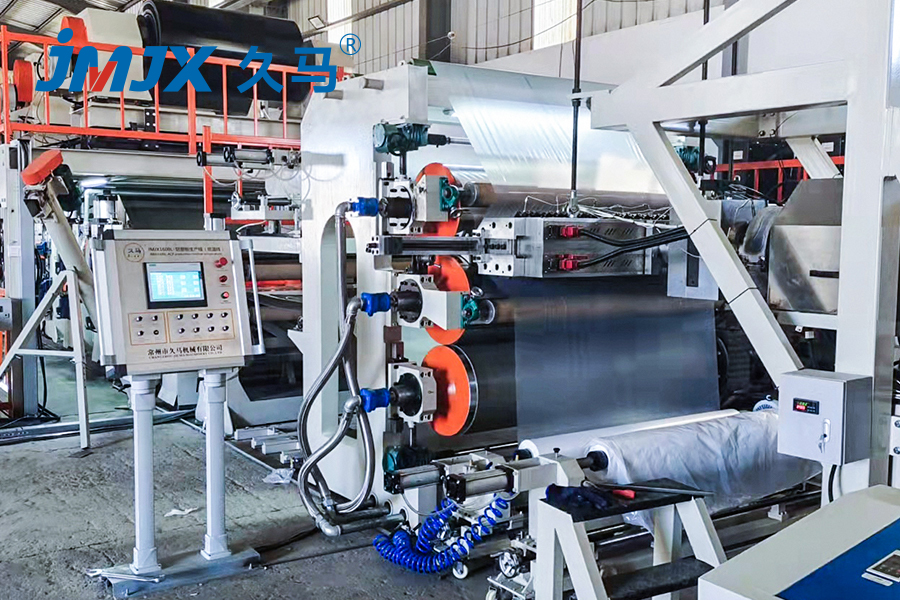
يبلغ طول خط إنتاج PE ACP الكامل عادةً من 80 إلى 150 مترًا ويدمج مناطق المعالجة المتسلسلة التالية.
فك وتسوية لفائف الألمنيوم
تبدأ العملية بآلات فك اللفائف التي تغذي ملفات الألمنيوم العلوية والسفلية في الخط. تسمح آلات فك اللفائف ذات الرأس المزدوج بالإنتاج المستمر عن طريق التحميل المسبق للملف التالي أثناء تشغيل الأول، مما يقلل من وقت التوقف عن العمل عند تغيير الملف. تقوم وحدة التسوية والتسوية على الفور بإزالة مجموعة الملفات وتضمن دخول شريط الألمنيوم إلى المراحل اللاحقة بشكل مسطح إلى الداخل ± 0.5 مم لكل متر - التسامح الذي يحدد بشكل مباشر التسطيح النهائي للوحة.
المعالجة المسبقة للسطح
يعد سطح الألومنيوم النظيف أمرًا بالغ الأهمية للترابط اللاصق. يقوم قسم المعالجة المسبقة بإجراء التنظيف الكيميائي وإزالة الشحوم وتنشيط السطح. تشمل العمليات الشائعة التنظيف القلوي متبوعًا بطبقة تحويل خالية من الكرومات أو الكروم. أصبحت أنظمة المعالجة المسبقة الخالية من الكروم والمعتمدة على مركبات التيتانيوم أو الزركونيوم قياسية بشكل متزايد بسبب اللوائح البيئية التي تقيد الكروم سداسي التكافؤ في عمليات التصنيع في جميع أنحاء الاتحاد الأوروبي والعديد من الأسواق الآسيوية.
تطبيق فيلم لاصق
يتم تطبيق طبقة لاصقة تذوب بالحرارة - عادةً ما تكون عبارة عن مركب معدل من البولي إيثيلين أو مركب أسيتات فينيل الإيثيلين (EVA) - بين جلود الألومنيوم ونواة PE. تتم تغذية الفيلم من اللفة ويتم تسخينه مسبقًا قبل الدخول إلى شريحة التصفيح. يتراوح وزن الفيلم اللاصق عادةً من 50 إلى 120 جم اعتمادًا على متطلبات الترابط لمواصفات اللوحة المحددة.
النتوء الأساسية
يتم إنتاج قلب PE بشكل مضمن بواسطة واحد أو أكثر من طارد اللولب الفردي أو اللولب المزدوج. يقوم جهاز البثق بإذابة وتجانس كريات راتينج البولي إيثيلين وتوفير طبقة مسطحة مستمرة من المواد الأساسية المنصهرة من خلال قالب مسطح. يجب تنسيق فجوة القالب ودرجة حرارة الذوبان وسرعة الخط بدقة لإنتاج نواة ذات سماكة وكثافة متسقة. يجب أن يظل تباين سمك النواة ضمن ± 0.1 مم لضمان صلابة اللوحة المتسقة والتسطيح عبر عملية الإنتاج.
التصفيح والترابط
يتقارب هيكل الساندويتش - طبقة الألومنيوم السفلية، والفيلم اللاصق، وقلب PE، والفيلم اللاصق، وطبقة الألومنيوم العلوية - عند مكبس التصفيح. تطبق آلة الضغط أو آلة تغليف الأسطوانة الساخنة ذات الحزام المزدوج ضغطًا ودرجة حرارة يمكن التحكم فيهما لتحقيق رابطة دائمة. تتراوح درجة حرارة التصفيح عادة من 180 درجة مئوية إلى 230 درجة مئوية والضغط من 0.3 إلى 1.0 ميجا باسكال حسب نظام اللصق وسرعة الخط. الضغط غير الكافي ينتج ترابطًا ضعيفًا. تؤدي درجة الحرارة المفرطة إلى تدهور قلب PE وتسبب ظهور فقاعات على السطح.
قسم التبريد
بعد التصفيح، يجب تبريد اللوحة المركبة بشكل موحد قبل القطع لمنع الضغوط الحرارية المتبقية التي تسبب الاعوجاج. تعمل الطاولات الدوارة المبردة بالماء أو أنفاق تبريد الهواء التي يتراوح طولها من 10 إلى 20 مترًا على خفض درجة حرارة اللوحة إلى البيئة المحيطة قبل أن تصل إلى محطة التشذيب والقطع.
تشذيب الحواف وقطع الألواح
تقوم سكاكين الحز الدوارة بقص الحواف الطولية إلى عرض اللوحة المحدد. ثم يقوم القص الطائر أو المقصلة بقطع اللوحة إلى الطول المحدد. تعمل أنظمة القص الطائر على القطع دون إيقاف الخط، مما يحافظ على سرعة الإنتاج. دقة الطول عادة ± 1 مم لكل لوحة بطول 4 أمتار على أنظمة معايرة بشكل جيد.
تطبيق فيلم الحماية والتراص
يتم تغليف طبقة PE الواقية على سطح اللوحة النهائية لمنع الخدش أثناء المناولة والنقل والتركيب. يتم بعد ذلك تكديس الألواح على منصات نقالة بواسطة مكدس آلي أو يدويًا، ويتم تشذيرها بفواصل من الرغوة أو الورق، ويتم إعدادها للإرسال.

مواصفات المعدات الأساسية وما تعنيه بالنسبة لجودة المخرجات
يتم تحديد أداء خط PE ACP من خلال مواصفات وحدات المعدات الرئيسية الخاصة به. تؤثر هذه المعلمات بشكل مباشر على سرعة الإنتاج، واتساق جودة المنتج، وتكلفة التشغيل.
| وحدة المعدات | المواصفات الرئيسية | النطاق النموذجي | التأثير على الإنتاج |
|---|---|---|---|
| آلة التفكيك | أقصى وزن للملف | 3000 – 8000 كجم | تشغيل أطول للملف، وتوقفات أقل |
| الطارد | قطر المسمار / نسبة L / D | 90-150 ملم / 28:1-33:1 | التجانس الأساسي ومعدل الإنتاج |
| الصحافة التصفيح | طول الحزام / نطاق الضغط | 3-8 م / 0.3-1.0 ميجا باسكال | قوة السندات والتسطيح السطحي |
| قسم التبريد | طول التبريد | 10 - 25 مترا | تسطيح اللوحة ومنع الاعوجاج |
| القص الطائر | دقة القطع | ± 1 مم لكل لوحة 4 م | اتساق الأبعاد، العائد |
| سرعة الخط الشاملة | سرعة الإنتاج | 6 - 15 م/دقيقة | حجم الإنتاج اليومي |
تكوينات الخط: الطلاء المضمن مقابل الألومنيوم المطلي مسبقًا
أحد أهم القرارات عند تكوين خط إنتاج PE ACP هو ما إذا كان سيتم استخدام لفائف الألمنيوم المطلية مسبقًا أو طلاء الألومنيوم المضمن كجزء من عملية ACP. ولكل نهج آثار كبيرة من حيث التكلفة والجودة والتشغيل.
لفائف الألمنيوم المطلية مسبقًا
يستخدم غالبية منتجي PE ACP في جميع أنحاء العالم لفائف الألمنيوم التي تم تغليفها بالفعل بـ PVDF (فلوريد البولي فينيلدين) أو طلاء البوليستر بواسطة معالج ألومنيوم متخصص. يعمل هذا الأسلوب على تبسيط خط ACP نفسه - لا حاجة إلى معدات طلاء - ويسمح للمصنعين بالحصول على مجموعة واسعة من الألوان والتشطيبات من متخصصي طلاء الملفات. يمثل الملف المطلي مسبقًا حوالي 70-80% من تكلفة المواد الخام في عملية PE ACP القياسية ، مما يجعل اختيار الموردين ومواصفات الملف هي رافعة التكلفة الأساسية.
طلاء لفائف مضمنة
يشتمل المنتجون الأكبر حجمًا والمتكاملون رأسيًا على خط طلاء لفائف في الجزء العلوي من قسم تصفيح ACP. يتضمن ذلك خزانات المعالجة المسبقة الكيميائية، وطلاءات اللف، وفرن معالجة قادر على الوصول تصل درجات حرارة المعدن القصوى إلى 215-260 درجة مئوية لطلاءات PVDF . يتيح الطلاء المضمّن تحكمًا أكبر في تناسق الألوان، واستجابة أسرع للطلبات المخصصة، وتقليل تكلفة المواد الخام بشكل كبير لكل متر مربع - ولكنه يتطلب استثمارًا رأسماليًا أعلى بشكل كبير (يضيف عادةً 2-5 مليون دولار أمريكي إلى تكلفة الخط) وخبرة عملية متخصصة.
الطاقة الإنتاجية وما الذي يحدد حجم الإنتاج اليومي
لا تترجم سرعة الخط المقدرة مباشرة إلى مخرجات اللوحة اليومية. تعمل العديد من العوامل التشغيلية على تقليل وقت الإنتاج الفعلي ويجب أخذها في الاعتبار عند تخطيط القدرات.
- وقت تغيير الملف: يستغرق كل تغيير للملف على جهاز فك اللفافة الواحد من 15 إلى 30 دقيقة. تعمل آلات فك اللفائف ذات الرأس المزدوج على تقليل هذه المدة إلى أقل من 5 دقائق، مما يستعيد وقت الإنتاج الكبير خلال نوبة العمل.
- تغيرات اللون والسمك: يتطلب التبديل بين مواصفات اللوحة تطهير الطارد، وضبط إعدادات القالب، وتشغيل اللوحات التجريبية - عادةً من 20 إلى 45 دقيقة لكل تغيير اعتمادًا على حجم التغيير.
- الصيانة المجدولة: يجب أن تؤخذ في الاعتبار استبدال الشفرة على سكاكين الحز، وفحص الحزام على مكبس التصفيح، وفحص براغي الطارد في الجداول الزمنية الأسبوعية.
- خسارة العائد: عادة ما تكون المواد الأولية والمخرجة عند بداية الملف ونهايته، ونفايات حواف الحواف، واللوحات التجريبية أثناء بدء التشغيل مسؤولة عن ذلك 3-8% من إجمالي مدخلات المواد على خط جيد التشغيل.
إن الخط الذي يبلغ معدل إنتاجه 10 م/دقيقة ينتج ألواحًا قياسية مقاس 4 مم × 1220 مم × 2440 مم، ويعمل على تشغيل نوبتين مدة كل منهما 8 ساعات مع استخدام واقعي بنسبة 75-80%، سوف ينتج عادةً من 3500 إلى 4500 لوحة في اليوم — وهو رقم أقل بكثير من حسابات السرعة القصوى النظرية.
نقاط مراقبة الجودة على طول الخط
تتطلب جودة اللوحة المتسقة مراقبة عملية منهجية بدلاً من الفحص النهائي وحده. يتم توزيع نقاط التحكم الحرجة خلال تسلسل الإنتاج.
- لفائف الالومنيوم الواردة: تحقق من السُمك وقوة الشد والمزاج والتصاق الطلاء وفقًا لشهادات المورد قبل التحميل. يتسبب ملف المواصفات الفرعية في حدوث مشكلات في المراحل النهائية يصعب اكتشافها حتى يتم قطع الألواح بالفعل.
- كيمياء الحمام قبل المعالجة: مراقبة الرقم الهيدروجيني والتركيز ودرجة الحرارة لحمامات التنظيف وتحويل الطلاء مرة واحدة على الأقل في كل نوبة عمل. تتسبب الحمامات المستنفدة أو الملوثة بشكل مباشر في فشل الالتصاق الذي لا يظهر إلا في اختبار قوة التقشير.
- سمك الأساسية: استخدم الليزر عبر الإنترنت أو قياس الاتصال مباشرة بعد قالب البثق لاكتشاف وتصحيح انحراف سمك اللب قبل أن ينتشر عبر قسم التصفيح.
- درجة حرارة التصفيح والضغط: قم بتسجيل جميع معلمات العملية تلقائيًا وإسنادها الترافقي مع نتائج اختبار قوة التقشير من عينات الإنتاج لبناء بيانات قدرة العملية بمرور الوقت.
- الانتهاء من اختبار اللوحة: يجب اختبار ألواح العينات للتأكد من قوة التقشير (الحد الأدنى 40 ن/10 ملم وفقًا لمعايير ACP الشائعة)، وانحراف التسطيح، والقياس القطري (التربيع)، والتصاق الطلاء عبر اختبار الفتحات المتقاطعة وفقًا لمعيار ISO 2409.
استثمار رأس المال وتكاليف التشغيل واعتبارات الاسترداد
يتراوح الاستثمار في خط إنتاج PE ACP بشكل كبير بناءً على سرعة الخط ومستوى التشغيل الآلي وسعة العرض وما إذا كان الطلاء المضمن متضمنًا. يساعد فهم هيكل التكلفة في وضع نموذج لسيناريوهات الاسترداد الواقعية.
نطاق تكلفة المعدات
عادةً ما يتكلف خط تصفيح PE ACP كامل بدون طلاء مضمن - بدءًا من آلات فك اللفائف وحتى المعبئ - من الشركات المصنعة للمعدات الصينية القائمة 800000 دولار إلى 2.5 مليون دولار أمريكي اعتمادا على المواصفات. تحظى الخطوط المصنعة في أوروبا أو تايوان بعلاوة تتراوح بين 30-80% مقارنة بالمعدات الصينية المماثلة ولكنها توفر تفاوتات أكثر صرامة وعمرًا أطول للمكونات ودعمًا أكثر شمولاً لما بعد البيع. تضيف الخطوط بما في ذلك طلاء الملف المضمن 2-5 مليون دولار إلى الأرقام المذكورة أعلاه.
العوامل الدافعة الرئيسية لتكلفة التشغيل
- لفائف الالومنيوم: تكلفة المواد الخام السائدة، والتي تمثل عادة 55-65٪ من إجمالي تكلفة الإنتاج. تؤثر تقلبات أسعار الألومنيوم بشكل مباشر على الهامش ما لم يتم التحوط أو نقله إلى العملاء.
- راتنج البولي ايثيلين: تكلفة المواد الأساسية المرتبطة بتسعير سلع البولي إيثيلين. عادة ما تكون 10-15% من تكلفة الإنتاج للألواح القياسية مقاس 4 مم.
- الطاقة: يعد تسخين الطارد ومكبس التصفيح وحمامات المعالجة المسبقة من أهم مستهلكي الطاقة. عادة ما يستهلك الخط متوسط الحجم 300-600 كيلووات ساعة في الساعة في الإنتاج الكامل.
- العمل: يتطلب الخط القياسي من 4 إلى 8 مشغلين لكل نوبة عمل اعتمادًا على مستوى الأتمتة. يؤدي التجميع الآلي والتعامل مع الملف إلى تقليل متطلبات عدد الموظفين بشكل كبير.
فترة الاسترداد
في الأسواق التي تتمتع بطلب صحي من ACP وإمدادات مستقرة من المواد الخام، أظهرت خطوط PE ACP جيدة التشغيل في الأسواق الناشئة فترات استرداد تبلغ 2 إلى 4 سنوات في عملية على فترتين. وفي الأسواق الأكثر تنافسية أو مشبعة، يمتد الاسترداد إلى 4-7 سنوات. إن المتغير الوحيد الأكثر أهمية ليس تكلفة الإنتاج بل تحقيق سعر البيع - فالخطوط التي تبيع في أسواق السلع الأساسية بهوامش منخفضة تستغرق وقتًا أطول بكثير للسداد من تلك التي تزود منتجات ذات علامة تجارية أو معتمدة لأسواق البناء أو التصدير بأسعار متميزة.
ما الذي يجب تقييمه عند مقارنة موردي خطوط PE ACP
يعد اختيار موردي المعدات أحد القرارات ذات التأثير الأكبر في استثمار PE ACP. تغطي القائمة المرجعية التالية المناطق الأكثر شيوعًا التي تعاني من نقص الوزن لدى المشترين لأول مرة.
- زيارات الموقع المرجعية: اطلب تفاصيل الاتصال لثلاثة عملاء عاملين على الأقل باستخدام نفس طراز الخط وقم بزيارة واحد على الأقل شخصيًا. يخبرك تشغيل الإنتاج أكثر بكثير من أي عرض توضيحي للمصنع.
- توفر قطع الغيار والمدة الزمنية: تأكد من أن أجزاء التآكل الحرجة - مسامير الطارد، وأحزمة التصفيح، وشفرات الحز، ومضخات حوض المعالجة المسبقة - مخزنة محليًا أو يمكن تسليمها في غضون 72 ساعة. تعتبر المهل الزمنية الطويلة لقطع الغيار هي السبب الرئيسي لوقت التوقف الطويل غير المخطط له.
- شروط دعم التكليف: وضح بالضبط عدد أيام مهندسي التشغيل في الموقع المضمنين، وما الذي يشكل قبول الخط، وما هو وقت الاستجابة للمشكلات الفنية بعد التشغيل.
- وثائق معلمة العملية: يقدم المورد عالي الجودة وثائق عملية شاملة - الإعدادات الموصى بها، وأدلة استكشاف الأخطاء وإصلاحها، وجداول الصيانة الوقائية - وليس فقط الرسومات الميكانيكية. يعد غياب هذه الوثائق علامة تحذير مهمة.
- القدرة على الامتثال وإصدار الشهادات: إذا كنت تنوي البيع في الأسواق المنظمة (الاتحاد الأوروبي، دول مجلس التعاون الخليجي، أمريكا الشمالية)، تأكد من أن الخط يمكنه إنتاج لوحات تلبي المعايير ذات الصلة مثل EN 13501 لتصنيف الحرائق أو ASTM E84 للامتثال لقوانين البناء الأمريكية، وأن المورد يمكنه المساعدة في اختبار شهادة المنتج.
- ترقية التوافق: اسأل ما إذا كان من الممكن ترقية الخط إلى الإنتاج الأساسي FR، أو تنسيقات اللوحات الأوسع، أو السرعات الأعلى في مرحلة لاحقة دون إجراء تعديلات هيكلية كبيرة. وهذا يحافظ على المرونة مع تطور مجموعة منتجاتك أو متطلبات السوق.
المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
