 简体中文
简体中文 English
English عربى
عربى
خط إنتاج PE ACP: الدليل الكامل لأنظمة التصنيع
محتوى
فهم أنظمة خطوط إنتاج PE أCP
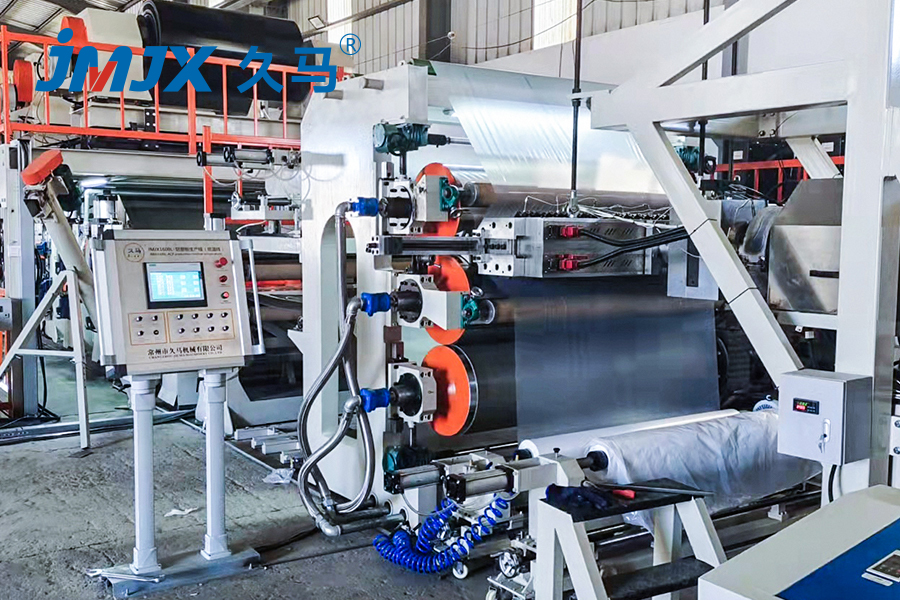
A خط إنتاج PE ACP (ألواح الألومنيوم المركبة من البولي إيثيلين). هو نظام تصنيع متكامل ينتج ألواح الألمنيوم المركبة من خلال عملية مستمرة من الطلاء والتصفيح والتشطيب . تجمع خطوط الإنتاج الآلية هذه بين معالجة لفائف الألمنيوم، وإعداد المواد الأساسية PE، وعمليات الربط والضغط والقطع لإنشاء ألواح مركبة تستخدم على نطاق واسع في واجهات المباني، واللافتات، والديكور الداخلي.
يتم تحقيق خطوط إنتاج PE ACP الحديثة وتتراوح القدرات الإنتاجية من 1.5 مليون إلى 6 ملايين متر مربع سنوياً ، اعتمادا على التكوين والكفاءة التشغيلية. تحافظ عملية الإنتاج على رقابة صارمة على الجودة مع تفاوت سمك اللوحة ضمن ±0.05 مم وتوحيد الطلاء بما يتجاوز 95%، مما يضمن جودة المنتج المتسقة للتطبيقات المعمارية والتجارية.
مكونات المعدات الأساسية
نظام طلاء لفائف الألمنيوم
يمثل قسم الطلاء المرحلة الأولية حيث تتلقى لفائف الألمنيوم طبقات واقية وزخرفية. يشتمل النظام على آلات فك اللفائف التي تتعامل مع وزن لفائف الألمنيوم ما يصل إلى 8 طن بعرض من 1000 مم إلى 2000 مم . تحافظ أنظمة التحكم في الشد على تغذية ثابتة للمواد بسرعات تصل إلى 10-80 مترًا في الدقيقة، مما يمنع تلف السطح ويضمن تطبيق طلاء موحد.
تعمل وحدات المعالجة المسبقة على تنظيف أسطح الألمنيوم ومعالجتها كيميائيًا من خلال مراحل متعددة بما في ذلك إزالة الشحوم وطلاء تحويل الكرومات والتجفيف. يستخدم تطبيق الطلاء تقنية الطلاء الأسطواني التي تستخدم طلاء PVDF أو البوليستر أو الإيبوكسي تتراوح سماكة الفيلم الرطب من 20 إلى 40 ميكرون . تحافظ أفران المعالجة على درجات حرارة تتراوح بين 180-250 درجة مئوية مع التحكم الدقيق في المنطقة لتحقيق التصاق الطلاء الأمثل والمتانة.
معدات التصفيح والربط
يقوم قسم التصفيح بربط صفائح الألمنيوم المطلية بمادة PE الأساسية لإنشاء الهيكل المركب. تستخدم خطوط الإنتاج الحديثة أنظمة الربط بالذوبان الساخن أو المواد اللاصقة الكيميائية، مع هيمنة طرق الذوبان الساخن بسبب الكفاءة الفائقة والمزايا البيئية. تأتي المادة الأساسية PE، عادةً البولي إيثيلين منخفض الكثافة (LDPE) أو PE المعدل المقاوم للحريق. سمك من 2 مم إلى 5 مم وكثافات تتراوح بين 0.92-0.96 جم/سم3 .
| مكون المعدات | وظيفة | المواصفات الرئيسية | تأثير الإنتاج |
|---|---|---|---|
| ماكينة الضغط الساخن | طبقات السندات تحت الحرارة والضغط | 180-220 درجة مئوية، 0.8-1.2 ميجاباسكال | يحدد قوة الرابطة |
| نظام تبريد الأسطوانة | التبريد السريع والاستقرار | 15-25 درجة مئوية، 8-12 بكرات | يمنع تزييفها وdelavation |
| آلة التشذيب | قطع الحافة وتعديل العرض | دقة ± 0.5 مم | يضمن دقة الأبعاد |
| نظام القطع باستخدام الحاسب الآلي | قطع الألواح بأبعاد محددة | دقة ±0.3 مم، 60 م/دقيقة | تعظيم الاستفادة من المواد |
أنظمة مراقبة الجودة والاختبار
تقوم أنظمة مراقبة الجودة المتكاملة بمراقبة معلمات الإنتاج في الوقت الفعلي. تعمل أجهزة قياس السماكة باستخدام تقنية الليزر أو الموجات فوق الصوتية على فحص اللوحات بشكل مستمر، والكشف عن الاختلافات وضبط ضغط الضغط تلقائيًا للحفاظ عليه توحيد السُمك ضمن ±0.03 مم عبر عرض اللوحة . تحدد كاميرات فحص الأسطح عيوب الطلاء أو الخدوش أو التلوث بسرعات الخط، مع معدلات اكتشاف العيوب تتجاوز 98%.
تقوم معدات اختبار قوة السندات بإجراء اختبارات التقشير على ألواح العينات على فترات منتظمة، للتحقق من أن الالتصاق يفي بمعايير الصناعة الحد الأدنى 7 نيوتن/سم للتطبيقات القياسية و10 نيوتن/سم للتطبيقات عالية الأداء . تقوم أنظمة الاختبار الآلي بتسجيل البيانات لتتبع الجودة وتحسين الإنتاج.
سير عمل عملية الإنتاج
مرحلة تحضير المواد
يبدأ الإنتاج بإعداد المواد الخام والتحقق من الجودة. تخضع ملفات الألومنيوم للفحص الوارد للتأكد من السُمك (عادةً من 0.15 مم إلى 0.50 مم)، وجودة السطح، والخواص الميكانيكية. تكوين سبائك الألومنيوم، عادة سلسلة 1100 أو 3003 أو 5005 بحد أدنى من نقاء الألومنيوم بنسبة 98% ، يحدد خصائص أداء اللوحة بما في ذلك القابلية للتشكيل ومقاومة التآكل.
يتضمن إعداد المواد الأساسية PE البثق أو التقويم لتحقيق سماكة وكثافة محددة. تشتمل نوى PE المقاومة للحريق على حشوات معدنية وإضافات مثبطة للهب لتحقيقها تصنيفات الحريق من الفئة A2 أو B1 وفقًا لمعايير EN 13501-1 ، ضروري لتطبيقات المباني الشاهقة. تحافظ أنظمة مناولة المواد على ظروف تخزين مناسبة مع التحكم في درجة الحرارة عند 15-25 درجة مئوية والرطوبة أقل من 60% لمنع امتصاص الرطوبة.
عملية التصفيح المستمر
يقوم تسلسل التصفيح بتنسيق عمليات متعددة في تزامن دقيق. تدخل صفائح الألمنيوم المطلية والمواد الأساسية PE إلى قسم الضغط الساخن حيث تقوم الأسطوانات الساخنة بتنشيط الترابط اللاصق. تتضمن معلمات العملية ما يلي:
- يتم الحفاظ على درجة حرارة الترابط عند 190-210 درجة مئوية لقلب LDPE، ويتم تعديلها بناءً على تركيبة اللب وسمكه
- يتم تطبيق ضغط الضغط بين 0.8-1.2 ميجا باسكال بشكل موحد عبر عرض اللوحة باستخدام الأنظمة الهيدروليكية تغير الضغط أقل من 3%
- مدة البقاء من 15 إلى 30 ثانية تحت الضغط، ويتم حسابها بناءً على سمك اللوحة وسرعة الخط
- تحسين سرعة الخط يوازن بين معدل الإنتاج وجودة الرابطة، عادةً 8-15 مترًا في الدقيقة للألواح القياسية مقاس 4 مم
بعد الترابط، تمر الألواح عبر أقسام التبريد مع تعمل بكرات مبردة متعددة على خفض درجة الحرارة إلى أقل من 40 درجة مئوية خلال 20-30 ثانية . يمنع التبريد المتحكم فيه الإجهاد الحراري ويضمن استقرار الأبعاد، وهو أمر بالغ الأهمية للحفاظ على تفاوتات التسطيح التي تقل عن 0.5 مم لكل متر من طول اللوحة.
عمليات التشطيب والتغليف
تخضع الألواح المركبة النهائية لتشذيب الحواف لإزالة المواد الزائدة وتحقيق أبعاد عرض دقيقة. تستخدم أنظمة القطع الآلية قواطع دوارة أو مقصلة مع تحكم مؤازر، وتنتج الألواح بأحجام قياسية تبلغ 1220×2440 مم، 1500×3000 مم، أو أبعاد مخصصة تصل إلى أقصى عرض 1600 مم وأطوال 6000 مم . تضمن دقة القطع حسب الطول التي تبلغ ±0.5 مم أن تلبي الألواح المواصفات المعمارية دون إجراء تعديلات ميدانية.
تقوم أنظمة تطبيق الأفلام الواقية تلقائيًا بتصفيح أفلام PE أو PVC على وجهي اللوحة، مما يمنع تلف السطح أثناء المعالجة والتركيب. تقوم معدات التكديس والتعبئة بتنظيم الألواح على المنصات الخشبية مع حماية الطبقات البينية، مما يحافظ على ثبات الكومة أثناء النقل. تستوعب العبوة القياسية ما بين 100 إلى 200 لوح لكل منصة اعتمادًا على السماكة، مع ألا يتجاوز وزن المنصة الإجمالي 2000 كجم لكفاءة الشحن.

خيارات تكوين خط الإنتاج
اختيار الخط على أساس السعة
يتم تصنيف خطوط الإنتاج حسب الطاقة الإنتاجية السنوية، وتحديد مواصفات المعدات ومتطلبات المنشأة. إنتاج خطوط مستوى الدخول 1.5-2.5 مليون متر مربع سنويا تتطلب ما يقرب من 3000-4000 متر مربع من مساحة المصنع مع مصدر طاقة ثلاثي الطور بقدرة 300-500 كيلو فولت أمبير. تناسب هذه التكوينات الشركات المصنعة أو الشركات الإقليمية التي تدخل سوق ACP باستثمار رأسمالي معتدل.
تشتمل الخطوط عالية السعة التي تحقق إنتاجًا سنويًا يبلغ 4-6 مليون متر مربع على أتمتة متقدمة بما في ذلك التعامل الآلي مع المواد، وفحص الجودة المدعوم بالذكاء الاصطناعي، وأنظمة تخطيط موارد المؤسسات (ERP) المتكاملة. تتطلب هذه التركيبات تزيد مساحة المنشأة عن 6000 متر مربع مع بنية تحتية للطاقة تدعم 800-1200 كيلو فولت أمبير . تتراوح تكاليف الاستثمار بين 2-5 مليون دولار اعتمادًا على مستوى الأتمتة والمعدات المساعدة.
قدرات الإنتاج المتخصصة
توفر خطوط الإنتاج المتقدمة إمكانات متخصصة لقطاعات المنتجات المتميزة. تدمج خطوط طلاء الأنماط الحجرية والخشبية تقنية الطباعة الرقمية مع أنظمة الطلاء، مما يؤدي إلى إنتاج لوحات زخرفية تحاكي المواد الطبيعية. تصل دقة الطباعة 1440 نقطة في البوصة مع أحبار قابلة للمعالجة بالأشعة فوق البنفسجية، لتحقيق أنماط سطحية واقعية التي تتطلب أقساط سعرية تتراوح بين 30-50% على اللوحات ذات الألوان الصلبة.
تطبق خطوط الطلاء المضادة للبكتيريا والتنظيف الذاتي معالجات سطحية بتقنية النانو خلال مرحلة الطلاء. تشتمل هذه الطلاءات الوظيفية على ثاني أكسيد التيتانيوم أو الجسيمات النانوية الفضية التي توفر تحللًا ضوئيًا للملوثات العضوية، وهي ذات قيمة خاصة لتطبيقات مرافق الرعاية الصحية وتجهيز الأغذية حيث تكون النظافة ذات أهمية قصوى.
ميزات كفاءة الطاقة
تشتمل خطوط إنتاج PE ACP الحديثة على أنظمة استعادة الطاقة التي تقلل تكاليف التشغيل بشكل كبير. تعمل عملية استعادة الطاقة الحرارية من أفران الطلاء وأجزاء الضغط الساخن على تسخين المواد الواردة مسبقًا أو توفير التدفئة للمنشأة، مما يؤدي إلى تحقيق ذلك توفير الطاقة بنسبة 15-25% مقارنة بالأنظمة التقليدية . تعمل محركات التردد المتغير (VFD) الموجودة على المحركات على تحسين استهلاك الطاقة بناءً على حمل الإنتاج، مع توفير إضافي بنسبة 10-15% في التكاليف الكهربائية.
تعمل أنظمة الإضاءة LED وأجهزة استشعار الحركة في مناطق الإنتاج على تقليل استهلاك الطاقة في المنشأة، في حين تعمل جدولة الإنتاج الذكية على زيادة الإنتاجية إلى الحد الأقصى خلال فترات أسعار الكهرباء خارج أوقات الذروة. تعمل أنظمة إدارة الطاقة الشاملة على مراقبة الاستهلاك في الوقت الفعلي، وتحديد فرص التحسين التي يمكن أن تقلل إجمالي تكاليف الطاقة بنسبة 20-30% سنويًا.
تحسين الكفاءة التشغيلية
استراتيجيات الصيانة الوقائية
تعمل برامج الصيانة المنهجية على زيادة وقت تشغيل المعدات واتساق جودة المنتج. تتطلب المكونات المهمة صيانة مجدولة، بما في ذلك تشحيم محمل الأسطوانة كل 500 ساعة تشغيل، وتغيير سائل النظام الهيدروليكي كل 2000 ساعة، وفحص عنصر التسخين كل ثلاثة أشهر. تكتشف تقنيات الصيانة التنبؤية التي تستخدم تحليل الاهتزازات والتصوير الحراري حالات الفشل المحتملة قبل أن تتسبب في انقطاع الإنتاج، مما يقلل وقت التوقف غير المخطط له عن طريق ما يصل إلى 60% وفقا لمعايير الصناعة .
يحافظ تكييف سطح الأسطوانة على توزيع الضغط بشكل موحد ويمنع عيوب سطح اللوحة. تتطلب بكرات الضغط المطلية بالكروم إعادة طحنها كل 12 إلى 18 شهرًا لاستعادة نعومة السطح، مع الحفاظ على تفاوتات القطر في حدود 0.02 مم عبر طول الأسطوانة. تؤثر الصيانة المناسبة للأسطوانة بشكل مباشر على جودة المنتج، حيث تحقق الأنظمة التي تتم صيانتها جيدًا معدلات عيوب أقل من 2% مقارنة بـ 5-8% في الخطوط سيئة الصيانة.
جدولة الإنتاج وتدفق المواد
يقلل تخطيط الإنتاج الفعال من أوقات التغيير ويزيد من استخدام المواد إلى الحد الأقصى. يؤدي تسلسل الإنتاج المعتمد على الألوان إلى تقليل متطلبات تنظيف نظام الطلاء، مع تجميع الألوان المتشابهة في عمليات الإنتاج. يتطلب التبديل بين الألوان من نفس النوع الأساسي 15-30 دقيقة، بينما يتطلب تغيير أنواع الطلاء 2-4 ساعات لتطهير النظام بالكامل وإعادة معايرته.
تقوم أنظمة تسليم المواد في الوقت المناسب بتنسيق وصول المواد الخام مع جداول الإنتاج، مما يقلل من تكاليف حمل المخزون مع ضمان توافر المواد. تعمل أنظمة إدارة المستودعات الآلية على تتبع مخزون لفائف الألومنيوم حسب متطلبات السبائك والسمك والطلاء، مما يؤدي إلى تحسين اختيار المواد وتقليل النفايات الناتجة عن انتهاء صلاحية المواد أو تقادمها.
نظم إدارة الجودة
تطبق أنظمة الجودة الشاملة التحكم في العمليات الإحصائية (SPC) لمراقبة المعلمات الهامة بشكل مستمر. تتعقب مخططات التحكم سمك الطلاء، ومسطحة اللوحة، وقوة الرابطة، واتساق اللون، مما يؤدي إلى إصدار تنبيهات عندما تشير الاتجاهات إلى انحرافات محتملة في الجودة. تنفيذ تعمل منهجيات Six Sigma على تقليل معدلات العيوب إلى أقل من 3.4 عيوب لكل مليون فرصة تحقيق مستويات الجودة المطلوبة للتطبيقات المعمارية المتميزة.
توفر شهادة نظام إدارة الجودة ISO 9001 أطر عمل منظمة للتحسين المستمر. تحدد عمليات التدقيق الداخلي المنتظمة أوجه القصور في العملية ومخاطر الجودة، مع معالجة أنظمة الإجراءات التصحيحية للأسباب الجذرية بدلاً من الأعراض. تحقق العمليات المعتمدة معدلات رضا العملاء تتجاوز 95% من خلال جودة المنتج المتسقة وأداء التسليم الموثوق.
الاعتبارات البيئية والسلامة
أنظمة التحكم في الانبعاثات
تولد عمليات الطلاء انبعاثات من المركبات العضوية المتطايرة (VOC) التي تتطلب معالجة قبل إطلاقها إلى الغلاف الجوي. تتضمن خطوط الإنتاج الحديثة المؤكسدات الحرارية المتجددة (RTO) أو أنظمة امتصاص الكربون المنشط التي تحقق ذلك كفاءة إزالة المركبات العضوية المتطايرة تتجاوز 95%، مع الحفاظ على الانبعاثات أقل من 50 ملجم/م3 . تعمل أنظمة استعادة المذيبات على التقاط مذيبات الطلاء وتنقيتها لإعادة استخدامها، مما يقلل من تكاليف المواد الخام مع تقليل التأثير البيئي.
تعمل أنظمة جمع الغبار على التقاط الجسيمات من عمليات التشذيب والقطع، مما يمنع التلوث في مكان العمل والانبعاثات البيئية. يعمل ترشيح الهواء عالي الكفاءة (HEPA) على إزالة الجزيئات الصغيرة التي يصل حجمها إلى 0.3 ميكرون مع معدلات كفاءة تبلغ 99.97%، مما يحمي صحة العمال ويلبي لوائح جودة الهواء في المناطق الصناعية.
بروتوكولات السلامة في مكان العمل
تعمل أنظمة سلامة خطوط الإنتاج على حماية المشغلين من المخاطر الميكانيكية والحرارية. تعمل أنظمة التوقف في حالات الطوارئ الموضوعة على فترات زمنية تبلغ 15 مترًا على تمكين إيقاف تشغيل المعدات فورًا، مع أوقات استجابة أقل من ثانيتين. تمنع الستائر الخفيفة وأقفال الأمان الوصول إلى الآلات المتحركة أثناء التشغيل، بينما تعمل الواقيات الحرارية على حماية الموظفين من ملامسة الأسطح التي تتجاوز 60 درجة مئوية.
تعالج أنظمة إخماد الحرائق مخاطر الاحتراق المرتبطة بمواد البولي إيثيلين والمذيبات العضوية. توفر أنظمة الرش الأوتوماتيكية حماية على مستوى المنشأة، بينما تستخدم أنظمة القمع المتخصصة يعمل FM-200 أو CO₂ على حماية مناطق المعدات الكهربائية مع أوقات تفريغ أقل من 10 ثوانٍ . تضمن التدريبات المنتظمة على مكافحة الحرائق والتدريب على الاستجابة لحالات الطوارئ استعداد الموظفين، مع أوقات إخلاء مستهدفة تقل عن 3 دقائق لجميع مناطق المنشأة.
إدارة النفايات وإعادة التدوير
تعمل برامج تقليل الخردة على تقليل توليد النفايات من خلال أنماط القطع المحسنة وإجراءات معالجة المواد. تخضع زركشة الحواف والألواح المعيبة للفصل إلى مكونات الألومنيوم والبولي إيثيلين لإعادة التدوير. يتم الحفاظ على خردة الألومنيوم قيمة إعادة التدوير 90-95% من تكلفة المواد الخام مما يوفر انتعاشًا كبيرًا للإيرادات مع دعم مبادئ الاقتصاد الدائري. إن إعادة تدوير مواد البولي إيثيلين إلى تطبيقات منخفضة الجودة أو استعادة الطاقة يحقق أهداف التخلص من النفايات التي تتطلبها اللوائح البيئية بشكل متزايد.
الاعتبارات الاستثمارية والاقتصادية
تحليل الاستثمار الرأسمالي
تتطلب استثمارات خط إنتاج PE ACP تخطيطًا ماليًا شاملاً مع الأخذ في الاعتبار تكاليف المعدات، وتطوير المرافق، ورأس المال العامل. عادةً ما يتطلب خط متوسط القدرة ينتج 3 ملايين متر مربع سنويًا إجمالي الاستثمار الرأسمالي بقيمة 2.5-3.5 مليون دولار أمريكي، بما في ذلك المعدات (1.8-2.5 مليون دولار أمريكي)، وإعداد المنشأة (400-600 ألف دولار أمريكي)، ورأس المال العامل الأولي (300-400 ألف دولار أمريكي) . تتطلب المعدات من الشركات المصنعة الأوروبية أسعارًا متميزة ولكنها توفر موثوقية فائقة وقدرات جودة المنتج.
تأخذ حسابات العائد على الاستثمار في الاعتبار ديناميكيات السوق، وتكاليف الإنتاج، والمواقع التنافسية. مع متوسط أسعار بيع الألواح من 8 إلى 15 دولارًا للمتر المربع وتكاليف الإنتاج من 5 إلى 9 دولارات للمتر المربع، يتراوح إجمالي هامش الربح من 25 إلى 45%. العمليات الفعالة تحقق فترات الاسترداد 3-5 سنوات في ظل ظروف السوق العادية ، مع إمكانية تحقيق عوائد متسارعة في الأسواق ذات الطلب المرتفع أو قطاعات المنتجات المتميزة.
هيكل تكاليف التشغيل
تحدد التكاليف التشغيلية المستمرة الربحية على المدى الطويل والموقع التنافسي. تشمل مكونات التكلفة الرئيسية المواد الخام (65-75% من إجمالي التكاليف)، واستهلاك الطاقة (8-12%)، والعمالة (6-10%)، والصيانة (3-5%). تتقلب تكاليف المواد مع أسعار سوق الألومنيوم، مما يتطلب استراتيجيات تحوط أو اتفاقيات توريد طويلة الأجل لإدارة تقلبات الأسعار. تؤدي تحسينات كفاءة الطاقة إلى تخفيضات مباشرة في التكاليف مع استرداد سريع، مما يجعل الاستثمارات في كفاءة الطاقة جذابة للغاية.
يؤدي تحسين إنتاجية العمل من خلال الأتمتة إلى تقليل تكاليف كل وحدة مع تحسين اتساق الجودة. تعمل الخطوط المتقدمة مع مستويات التوظيف من 8 إلى 12 موظفًا في كل وردية إنتاج 10,000-15,000 متر مربع يوميًا ، وتحقيق تكاليف العمالة أقل من 0.60 دولار للمتر المربع. توفر برامج التحسين المستمر التي تركز على تقليل النفايات وتحسين العمليات مزايا التكلفة المستمرة في الأسواق التنافسية.
المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
