 简体中文
简体中文 English
English عربى
عربى
دليل وعملية خط إنتاج PE ACP
محتوى
ما هو خط إنتاج PE أCP
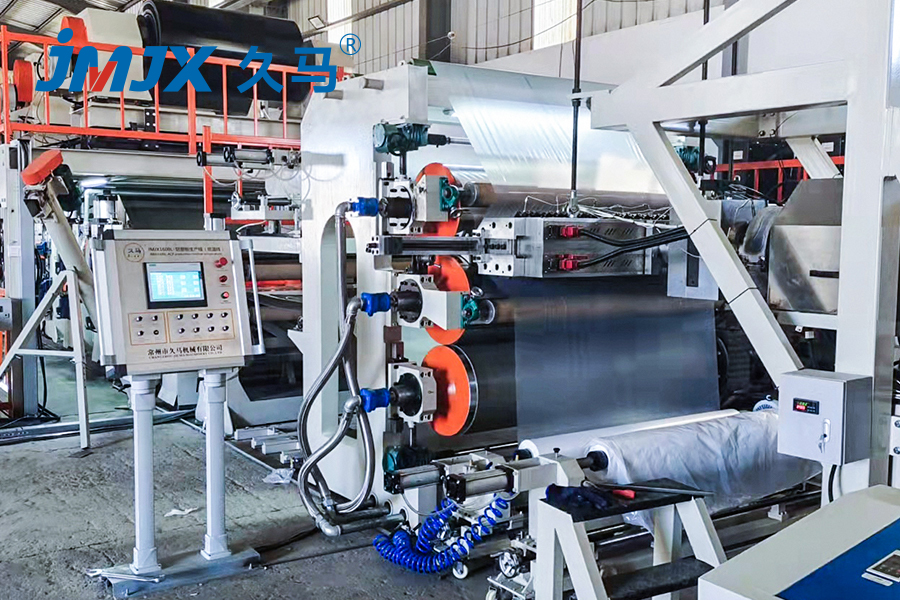
A خط إنتاج PE ACP (ألواح الألومنيوم المركبة من البولي إيثيلين). هو نظام تصنيع متكامل مصمم لإنتاج ألواح الألمنيوم المركبة ذات قلب من البولي إيثيلين. تتكون هذه الألواح من صفحتين رفيعتين من الألومنيوم مرتبطتين بمادة أساسية من البولي إيثيلين، مما يخلق مادة بناء خفيفة الوزن ولكنها صلبة تستخدم على نطاق واسع في واجهات المباني واللافتات والتطبيقات الداخلية.
يجمع خط الإنتاج بين عمليات متعددة بما في ذلك تفكيك لفائف الألمنيوم، وتنظيف السطح ومعالجته، وتطبيق اللاصق، وقذف المواد الأساسية، والتصفيح تحت الحرارة والضغط، والتبريد، والتشذيب، وأخيرًا القطع حسب الحجم. خطوط إنتاج PE ACP الحديثة عبارة عن أنظمة مؤتمتة للغاية قادرة على إنتاج الألواح بجودة متسقة بسرعات عالية، تتراوح عادةً من 5 إلى 25 مترًا في الدقيقة اعتمادًا على مواصفات اللوحة وتكوين الخط.
المكونات الرئيسية لخط إنتاج PE ACP
نظام فك اللفائف
يقوم نظام فك اللف بتغذية لفائف الألمنيوم إلى خط الإنتاج مع التحكم الدقيق في الشد. يتضمن هذا القسم عادةً جهازين لفك اللفائف للسماح بالإنتاج المستمر عند تغيير الملفات. يحافظ النظام على توتر مستمر بغض النظر عن تغيرات قطر الملف، مما يمنع تشوه المواد ويضمن التغذية السلسة طوال العملية.
تتميز أنظمة فك اللف الحديثة بأعمدة تمدد هيدروليكية أو هوائية لتغييرات سريعة في الملف، وأنظمة محاذاة الحواف التلقائية، وأجهزة استشعار التوتر التي تتواصل مع نظام التحكم في الخط. تعد إدارة التوتر بشكل مناسب في هذه المرحلة أمرًا بالغ الأهمية لمنع التجاعيد أو الموجات أو العيوب السطحية الأخرى في الألواح النهائية.
محطة التنظيف والمعالجة
تعمل محطة التنظيف على إزالة الزيوت والغبار والملوثات من أسطح الألمنيوم لضمان الالتصاق الأمثل. تتضمن هذه العملية عادةً التنظيف الكيميائي باستخدام المحاليل القلوية، والشطف بالماء منزوع الأيونات، والتجفيف باستخدام منفاخ الهواء الساخن. تتضمن بعض الخطوط المتقدمة معالجة الإكليل أو البلازما لزيادة تعزيز الطاقة السطحية وقوة الترابط.
تؤثر جودة إعداد السطح بشكل مباشر على قوة التقشير والمتانة طويلة المدى للوحة المركبة. يجب أن يحافظ نظام التنظيف على تركيزات كيميائية ودرجات حرارة ثابتة أثناء إدارة معالجة مياه الصرف الصحي للوفاء باللوائح البيئية.
قسم الطلاء والتصفيح
يطبق هذا القسم المهم مواد أولية لاصقة على أسطح الألمنيوم النظيفة ويغلفها بمادة البولي إيثيلين الأساسية. يستخدم نظام الطلاء بكرات دقيقة أو أدوات رش لتطبيق طبقات لاصقة موحدة. عادةً ما يتم تغذية قلب PE من جهاز بثق يقوم بإذابة كريات البولي إيثيلين ويشكل طبقة متواصلة ذات سماكة يمكن التحكم فيها.
تحدث عملية التصفيح في سلسلة من بكرات الضغط الساخنة التي تربط جلود الألومنيوم بنواة PE تحت درجة حرارة وضغط يمكن التحكم فيهما. تعمل المراحل الدوارة المتعددة على زيادة الضغط تدريجيًا مع الحفاظ على درجة الحرارة المثالية، عادةً ما بين 180-220 درجة مئوية، لضمان الترابط الكامل دون الإضرار بطبقة الألومنيوم أو التسبب في تدهور المواد الأساسية.
نظام التبريد والمعايرة
بعد التصفيح، تمر الألواح عبر قسم التبريد حيث يتم إحضارها تدريجيًا إلى درجة الحرارة المحيطة. يمنع التبريد المتحكم فيه الإجهاد الحراري، والالتواء، والتوتر الداخلي الذي قد يؤثر على استواء اللوحة. يستخدم نظام التبريد عادة بكرات مبردة بالماء أو غرف تبريد الهواء مع مراقبة دقيقة لدرجة الحرارة.
تتبع بكرات المعايرة قسم التبريد لضمان تجانس سمك اللوحة واستواءها. تطبق هذه الأسطوانات ضغطًا لطيفًا عبر عرض اللوحة، مما يؤدي إلى تصحيح أي اختلافات طفيفة وإنشاء الشكل الهندسي النهائي للوحة.
نظام القطع والتراص
يتضمن القسم الأخير تشذيب الحواف لإزالة الحواف غير المنتظمة والمقصات الطائرة أو القواطع الدوارة لقطع الطول. تستخدم الأنظمة الحديثة آليات القطع التي يتم التحكم فيها مؤازرًا للحصول على أبعاد دقيقة وحواف نظيفة دون تشوه. تقوم أنظمة التكديس الأوتوماتيكية بترتيب الألواح المقطوعة على المنصات باستخدام مادة تشذير واقية لمنع تلف السطح أثناء المناولة والنقل.
تدفق عملية تصنيع PE ACP
| مرحلة العملية | وظيفة | المعلمات الرئيسية |
| تفكيك المواد | تغذية لفائف الألمنيوم بشكل مستمر | التوتر 50-150 ن، تزامن السرعة |
| تحضير السطح | تنظيف وتنشيط سطح الألومنيوم | الرقم الهيدروجيني 10-12، درجة الحرارة 50-60 درجة مئوية |
| تطبيق التمهيدي | تطبيق طبقة الترابط لاصقة | سمك الطلاء 3-8 ميكرومتر |
| النتوء الأساسية | شكل ورقة المواد الأساسية PE | درجة الحرارة 200-240 درجة مئوية، التحكم في السُمك |
| الضغط الساخن | طبقات السندات تحت الحرارة والضغط | 180-220 درجة مئوية، ضغط 0.3-0.8 ميجا باسكال |
| التبريد | تصلب السندات وخفض درجة الحرارة | التبريد التدريجي إلى 40-50 درجة مئوية |
| التشذيب والقطع | تحقيق الأبعاد النهائية للوحة | التسامح الأبعاد ± 2 مم |
المواد الخام ومتطلبات الجودة
مواصفات الجلد الألومنيوم
تستخدم جلود الألومنيوم عادةً سبائك 1100 أو 3003 أو 5005 بسماكة تتراوح من 0.15 مم إلى 0.50 مم اعتمادًا على تطبيق اللوحة والخواص الميكانيكية المطلوبة. يتم استخدام الألومنيوم المطلي مسبقًا مع تشطيبات PVDF أو البوليستر بشكل شائع للتطبيقات الخارجية، في حين يمكن اختيار تشطيبات المطاحن أو الطلاءات الزخرفية الخاصة للاستخدام الداخلي.
- يجب أن يتوافق نقاء الألومنيوم مع معايير ASTM B209 أو ما يعادلها
- يجب أن يكون طلاء السطح ذو سمك موحد وتناسق اللون
- يجب أن يجتاز التصاق الطلاء اختبارات التقاطع والماء المغلي
- يجب أن تكون نسبة تفاوت تسطيح الملف في حدود 3 مم لكل متر
مادة البولي ايثيلين الأساسية
تستخدم المادة الأساسية PE إما البولي إيثيلين البكر منخفض الكثافة (LDPE) أو البولي إيثيلين الخطي منخفض الكثافة (LLDPE) مع متطلبات كثافة محددة تتراوح بين 0.91-0.94 جم/سم مكعب. تشتمل بعض التركيبات على إضافات لمقاومة الأشعة فوق البنفسجية، أو تثبيط الحريق، أو تعزيز الاستقرار الحراري. تؤثر جودة المواد الأساسية بشكل مباشر على صلابة اللوحة وخصائص العزل الحراري وخصائص المعالجة.
تضمن مادة PE البكر مؤشر تدفق ذوبان ثابت وخصائص حرارية، وهو أمر بالغ الأهمية لتحقيق سماكة أساسية موحدة أثناء البثق. يجب التحكم بعناية في المحتوى المعاد تدويره، عند السماح به، للحفاظ على الخواص الميكانيكية ومنع التلوث الذي قد يؤثر على الترابط أو المتانة على المدى الطويل.
أنظمة لاصقة
تعمل البادئات اللاصقة على إنشاء الرابطة الكيميائية بين الألومنيوم والبولي إيثيلين، وهي مواد ذات التصاق ضعيف مع بعضها البعض بشكل طبيعي. توفر المواد اللاصقة المعدلة من البولي إيثيلين، والتي غالبًا ما تحتوي على بوليمرات مطعمة أنهيدريد المالئيك، التوافق اللازم مع كلا الركيزتين. يجب أن تتحمل المادة اللاصقة التدوير الحراري، والتعرض للرطوبة، والضغط الميكانيكي طوال فترة خدمة اللوحة.
مراقبة الجودة في إنتاج PE ACP
المراقبة أثناء العملية
- قياس سمك مستمر باستخدام أجهزة استشعار بالموجات فوق الصوتية أو الليزر في مواضع خطية متعددة
- مراقبة درجة الحرارة في كل مرحلة من مراحل الأسطوانة المسخنة مع التحكم التلقائي في PID
- مراقبة الضغط في بكرات التصفيح لضمان قوة ربط ثابتة
- أنظمة الفحص البصري للكشف عن عيوب السطح أو اختلاف الألوان أو التلوث
- التحقق من محاذاة الحافة لمنع هدر المواد ومشكلات الجودة
الانتهاء من اختبار اللوحة
يتطلب ضمان الجودة اختبارًا منتظمًا للألواح النهائية وفقًا للمعايير الدولية مثل مواصفات ASTM أو EN أو GB. تشمل الاختبارات الحاسمة قياس قوة التقشير، والذي يقيم الرابطة بين الألومنيوم والمواد الأساسية. تتطلب المواصفات القياسية عادةً قوة تقشير لا تقل عن 6-8 نيوتن/سم للألواح التجارية و10-12 نيوتن/سم للمنتجات المتميزة.
تشمل الاختبارات الإضافية قياس تسطيح اللوحة، والتحقق من دقة الأبعاد، وفحص سماكة الطلاء، وتقييم الخصائص الميكانيكية بما في ذلك قوة الشد وصلابة الانثناء. يمكن إجراء الاختبارات البيئية مثل التجوية المتسارعة والتدوير الحراري والتعرض للرطوبة على عينات تمثيلية لضمان الأداء على المدى الطويل.
العيوب الشائعة والوقاية منها
| نوع العيب | السبب | طريقة الوقاية |
| التصفيح | سوء إعداد السطح أو عدم كفاية ضغط الترابط | تحسين عملية التنظيف، وزيادة ضغط التصفيح |
| اختلاف السماكة | قذف غير مستقر أو عدم تناسق فجوة الأسطوانة | معايرة الفجوات الأسطوانة، وتحقيق الاستقرار في درجة حرارة الطارد |
| التجاعيد السطحية | التحكم غير السليم في التوتر في قسم الفك | ضبط إعدادات التوتر، والتحقق من أنظمة المحاذاة |
| عدم تناسق اللون | دفعات مختلفة من لفائف الألمنيوم أو التلوث | استخدم دفعة واحدة للتشغيل المستمر وتحسين التنظيف |
| تزييف اللوحة | معدل التبريد المفرط أو الإجهاد الحراري | تقليل سرعة التبريد، وضمان التدفئة المتماثلة |
خيارات تكوين خط الإنتاج
خطوط الإنتاج القياسية
تم تصميم خطوط إنتاج PE ACP القياسية للتشغيل المستمر لإنتاج الألواح ذات العرض الثابت، عادةً 1220 مم، 1500 مم، أو 2000 مم. تشتمل هذه الخطوط على التشغيل الآلي الأساسي لعمليات الفك والتصفيح والتبريد والقطع. تتراوح سرعات الإنتاج من 5 إلى 15 مترًا في الدقيقة اعتمادًا على سمك اللوحة ونوع المادة الأساسية. تمثل الخطوط القياسية الحل الأكثر فعالية من حيث التكلفة للمصنعين الذين يتمتعون بمواصفات منتج مستقرة وأحجام إنتاج معتدلة.
خطوط إنتاج عالية السرعة
تشتمل الخطوط عالية السرعة على أتمتة متقدمة وأنظمة تحكم مؤازرة وإدارة حرارية مُحسّنة لتحقيق سرعات إنتاج تتراوح بين 15 و25 مترًا في الدقيقة. تتميز هذه الأنظمة بآليات تغيير الملف السريع، والتحكم المتقدم في التوتر، والبثق عالي السعة. تسمح أنظمة التبريد المحسنة بسرعات خط أسرع مع الحفاظ على جودة المنتج. تبرر الخطوط عالية السرعة استثماراتها الإضافية من خلال زيادة الإنتاج وخفض تكاليف الإنتاج لكل وحدة للمصنعين ذوي الحجم الكبير.
متعدد الطبقات والخطوط المتخصصة
تستوعب خطوط الإنتاج المتخصصة طبقات إضافية أو مواد أساسية بديلة. تشتمل بعض التكوينات على طبقات عازلة لتحسين مقاومة الحريق، أو طبقات PE إضافية لزيادة سماكة اللوحة، أو قلوب هجينة تجمع بين مواد مختلفة. تتطلب هذه الخطوط أجهزة بثق إضافية، وتسلسلات تصفيح أكثر تعقيدًا، وأنظمة تحكم متطورة لإدارة التعقيد المتزايد للعملية.
كفاءة الطاقة والاعتبارات البيئية
تحسين استهلاك الطاقة
تستهلك خطوط إنتاج PE ACP طاقة كهربائية كبيرة، بشكل أساسي لأنظمة التدفئة في قسم التصفيح والمحركات التي تحرك المكونات المختلفة. تشتمل الخطوط الحديثة على أنظمة استعادة الطاقة التي تلتقط الحرارة المهدرة من أقسام التبريد وتعيد توجيهها إلى عمليات التسخين المسبق. تعمل محركات التردد المتغير على المحركات على تقليل استهلاك الطاقة أثناء بدء التشغيل وتسمح بالتحكم الدقيق في السرعة بما يتوافق مع متطلبات الإنتاج.
تعمل تحسينات العزل على البكرات الساخنة وأجهزة البثق على تقليل فقدان الحرارة، مما يقلل الطاقة المطلوبة للحفاظ على درجات حرارة العملية. تقوم بعض الخطوط المتقدمة بمراقبة استهلاك الطاقة في الوقت الفعلي، مما يسمح للمشغلين بتحديد أوجه القصور وتحسين معلمات التشغيل للحد الأدنى من استخدام الطاقة مع الحفاظ على جودة المنتج.
إدارة النفايات
يمثل تقليم الحواف وخردة بدء التشغيل تدفقات النفايات الصلبة الأساسية في إنتاج PE ACP. تعمل الخطوط الفعالة على تقليل وقت بدء التشغيل وتحسين استخدام العرض لتقليل هدر المواد. يمكن إعادة تدوير الحواف المشذبة، مع فصل الألومنيوم وإعادته إلى موردي الألومنيوم وإعادة معالجة مادة PE لاستخدامها في التطبيقات غير الحرجة أو بيعها إلى القائمين بإعادة التدوير.
تولد عملية التنظيف مياه صرف تحتوي على محاليل قلوية وجزيئات الألومنيوم. تعمل أنظمة المعالجة المناسبة على تحييد المواد الكيميائية وإزالة المواد الصلبة العالقة والسماح بإعادة استخدام المياه أو تصريفها بشكل آمن وفقًا للوائح البيئية. تعمل أنظمة التنظيف ذات الحلقة المغلقة على تقليل استهلاك المياه وتوليد النفايات.
أفضل ممارسات الصيانة والتشغيل
جدول الصيانة الوقائية
- الفحص اليومي لمحاذاة الأسطوانة وتشغيل نظام التنظيف وحالة شفرة القطع
- التشحيم الأسبوعي لسلاسل القيادة والمحامل والمكونات المتحركة
- المعايرة الشهرية لأجهزة استشعار درجة الحرارة وأجهزة قياس الضغط وأجهزة قياس السمك
- الفحص ربع السنوي للأنظمة الكهربائية وعناصر التسخين وأجهزة السلامة
- الإصلاح السنوي للمكونات المهمة بما في ذلك براغي الطارد وبكرات الضغط ومحركات الدفع
متطلبات تدريب المشغل
يتطلب الإنتاج الفعال للـ PE ACP مشغلين ماهرين يفهمون الجوانب الميكانيكية والكيميائية للعملية. يجب أن يغطي التدريب إجراءات مناولة المواد، وتسلسل بدء تشغيل الخط وإيقافه، وطرق مراقبة الجودة، واستكشاف المشكلات الشائعة وإصلاحها. يجب على المشغلين التعرف على العلامات المبكرة لانحرافات العملية وإجراء التعديلات المناسبة قبل حدوث مشكلات الجودة.
ويحظى التدريب على السلامة بنفس القدر من الأهمية، حيث يغطي إجراءات الإغلاق المناسبة، والتعامل مع المكونات الساخنة، والسلامة الكيميائية لحلول التنظيف، وبروتوكولات الاستجابة للطوارئ. يضمن التدريب التنشيطي المنتظم للمشغلين الحفاظ على الكفاءة والبقاء على اطلاع دائم بأي تعديلات على العمليات أو المعدات.
مراقبة الأداء وتحسينه
تتضمن خطوط الإنتاج الحديثة أنظمة تسجيل البيانات التي تتتبع مؤشرات الأداء الرئيسية بما في ذلك سرعة الإنتاج وأحداث التوقف ومقاييس الجودة واستهلاك الطاقة. يكشف تحليل هذه البيانات عن فرص تحسين العملية، ويحدد المشكلات المتكررة، ويدعم مبادرات التحسين المستمر.
يتيح إنشاء مقاييس الأداء الأساسية للمشغلين اكتشاف التدهور التدريجي في أداء الخط قبل أن يؤثر بشكل كبير على الإنتاجية أو الجودة. تساعد مراجعات الأداء المنتظمة التي تقارن النتائج الفعلية بالأهداف في الحفاظ على ظروف التشغيل المثالية وتبرير استثمارات الصيانة أو ترقية المعدات.
اعتبارات الاستثمار لخطوط إنتاج PE ACP
يتطلب الاستثمار في خط إنتاج PE ACP تقييمًا دقيقًا لطلب السوق واحتياجات الطاقة الإنتاجية ورأس المال المتاح. تختلف تكاليف الخط بشكل كبير بناءً على سرعة الإنتاج ومستوى الأتمتة وقدرة عرض اللوحة، وتتراوح عادةً من 500000 دولار أمريكي للتكوينات الأساسية إلى أكثر من 3000000 دولار أمريكي للأنظمة عالية السرعة والمؤتمتة بالكامل.
بالإضافة إلى تكاليف المعدات، يجب على المستثمرين النظر في متطلبات المنشأة بما في ذلك المساحة الأرضية الكافية (طولها عادة 60-120 مترا)، والطاقة الكهربائية ثلاثية الطور بقدرة كافية (300-800 كيلوواط)، وإمدادات المياه والصرف الصحي، وأنظمة الهواء المضغوط، ومناطق تخزين المواد. يضيف التركيب والتشغيل ما بين 10 إلى 15% إلى تكاليف المعدات، بينما يتطلب تدريب المشغلين ودعم بدء التشغيل استثمارات إضافية.
يعتمد العائد على الاستثمار على حجم الإنتاج وتكاليف المواد ومعدلات العمالة المحلية وأسعار البيع في السوق المستهدفة. ويجب أن تأخذ النماذج المالية التفصيلية في الاعتبار تكاليف المواد الخام (التي تمثل 60% إلى 70% من تكاليف الإنتاج)، واستهلاك الطاقة، والعمالة، والصيانة، والنفقات العامة. يعد تحليل السوق للتحقق من الطلب على أنواع وألوان وسمك محددة من اللوحات أمرًا ضروريًا قبل الالتزام بشراء المعدات. تحقق معظم الشركات المصنعة فترات استرداد تتراوح من 2 إلى 5 سنوات اعتمادًا على ظروف السوق والكفاءة التشغيلية

المنتجات الموصى بها
منتج ممتاز مع حرفية رائعة







عنوان المصنع 1: رقم 19 ، طريق قوانجي ، منطقة التنمية الشرقية ، مدينة قوانغدي ، مقاطعة آنهوي ، الصين
عنوان المصنع 2: رقم 205 ، طريق تشانغو ساوث ، مقاطعة ووجين ، مدينة تشانغتشو ، مقاطعة جيانغسو ، الصين
